
CoroBore® BR10
Tek-kenarlı geriye kaba delik işleme takımları

Geriye delik işlemede dikkate alınacak konular
Geriye delik işlemede çap aralığı değişecektir. Grubun çıkıntı uzunluğunun çarpışmaya neden olmamasına dikkat edin.

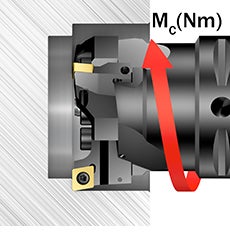
Tork
Her zaman bir tork anahtarı kullanın ve kesici uç ve takım montajlarında tavsiye edilen montaj torkunu uygulayın.

Yıpranmış ürünleri değiştirin
Aşınmış veya bozulmuş vidaları, rondelaları ve mafsal yaylarını değiştirin. Ön bağlama fonksiyonunun korunmasını sağlamak için her 5. kullanımda kızaklar bağlanırken kullanılan mafsal yaylarının değiştirilmesi ve bu sırada ön ayarda çapın ayarlanması önerilir.

Yılda bir kez yağlayın
Yılda en az bir kere tüm montaj parçalarını yağlayın.



Uygulama ipuçları
Ön hususlar
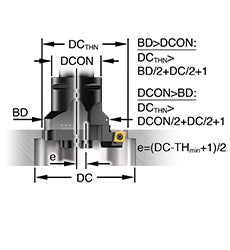
Delik işleme takımının kenarlı delikten boylu boyunca geçeceğinden ve delik işleme takımının parça ile çarpışmayacağından emin olun. Geriye delik işleme sırasında, delik işleme takımı minimum DC/2 + BD1/2 çapa sahip bir deliği boylu boyunca geçecek şekilde konfigüre edilir.

Geriye delik işleme için takım ayarı
Doğru kesme sıvısı konumunu ayarlamak için üstteki kesme sıvısı çıkışındaki
başsız vidayı çıkarıp alttaki kesme sıvısı çıkışına takın
Kartuşu 180° döndürün
Gerekiyorsa uzatıcı kızak kullanın
Dönüş yönünü ters çevirin
Zayıf tezgahlar
Kaba talaş işleme sırasında, tezgahın özel delik işleme uygulaması için gerekli güç ve tork değerlerine sahip olduğundan emin olun. İlerleme, uç sayısı, delik çapı ve kesme derinliği temel etki faktörleridir.
Tavsiyeler
Kesme değerleri
Genel öneriler kaba delik işleme:
- Başlangıç verileri: Kısa kullanma mesafesinde vc 200 m/dak (uç kutusundaki vc değeri vc 200 m/dak büyükse geçerlidir). İlerleme ve kesme derinliği önerileri uç kutusunu üzerindedir
- vc = etikette önerilen verinin %50'si. Titreşim olursa hızı düşürüp ilerlemeyi artırın. Önerilen maksimum ilerleme ve ap aynı anda kullanılmamalıdır..
Sıkma torku
Kesici uç vidası
| ISO | ANSI | ISO olmayan | Kodu | Boyut | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0,9 | 0,7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3,0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3,0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0,8 | 0,59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1,7 | 1,25 | ||
| SP12 | 416,1-833 | M3,5 | 10IP | 2 | 1,48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4,7 | |
CoroBore® BR10
| Kesici uç 90° | |||||||
| Boyut | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Vida ölçüsü |
| A | 32 | 38 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 |
| B | 37 | 45 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 |
| C | 44 | 54 | CC06 | CC2(1.5) | 9 | 6,6 | M 5 |
| D | 53 | 65 | CC06 | CC2(1.5) | 16 | 11,8 | M 6 |
| DX | 64 | 76 | CC09 | CC3(2.5) | 16,0 | 11,8 | M 6 |
| E | 75 | 91 | CC12 | CC43 | 38,0 | 28,0 | M 8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55,3 | M 10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55,3 | M 10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55,3 | M 10 |
Takım tutucu sistemleri
Eğilme dayanımı ve tork iletimi, delik işleme operasyonlarında takım tutucu seçerken en önemli faktörlerdir. İlk tercihiniz her zaman, pazardaki en mükemmel tekrarlanabilirlik ve en iyi stabilite özelliklerini sunan Coromant Capto® bağlamalı takımlar olmalıdır.
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730