
çap 148–1260 mm (5.91–49.61 inç)
 |  |  | |||
 |  |  | |||
| Verimli delik işleme | Kademeli delik işleme | Tek kenarlı delik işleme | |||
| Gereksinimler: | |||||
| 1 adaptör 2 uzatma kızağı 2 kartuş | 1 adaptör 2 uzatma kızağı 2 kartuş | 1 adaptör 1 (2) uzatma kızağı 1 (2) kartuş İkinci kızak ve kartuş karşı ağırlık olarak kullanılır |
Takım montajı
Çap 148–300 mm (5.83–11.81 inç)
- Kızakları adaptöre takın ve rondelaları bağlama cıvatalarına yerleştirin.
- Kartuşları kızaklara yerleştirin ve bağlantı yaylarını bağlama cıvatalarına takın.
- Kızaklar üzerindeki bağlama cıvatalarını, kızaklar ve kartuşlar kolayca hareket ettirilebilecek şekilde elinizle sıkın.
Çap 298–540 mm (11.81–21.26 inç)
- Kızakları, çap aralığına bağlı olarak köprü üzerine doğru pozisyonda takın.
- Kartuşları kızaklara yerleştirin.
- Bağlantı yaylarını bağlama cıvatalarına yerleştirin.
- Kızaklar üzerindeki bağlama cıvatalarını, kızaklar ve kartuşlar kolayca hareket ettirilebilecek şekilde elinizle sıkın.
Bağlantı yayı basıncı, kızağın kızak cıvataları sıkılırken veya takımın tezgaha monte edilmesi sırasındaki yerçekimi nedeniyle hareket etmesini önler.
Çap 538–1260 mm (21.18–49.61 inç)
- Köprü uzatmalarını, çap aralığına bağlı olarak köprü üzerine doğru pozisyonda takın.
- Cıvataları sıkın, torkun doğru olduğunu kontrol edin.
- Kızakları, çap aralığına bağlı olarak köprü uzatmaları üzerine doğru pozisyonda takın.
- Kartuşları kızaklara yerleştirin.
- Bağlantı yaylarını bağlama cıvatalarına yerleştirin.
- Kızak üzerindeki bağlama cıvatalarını, kızaklar ve kartuşlar kolayca hareket ettirilebilecek şekilde elinizle sıkın.
Bağlantı yayı basıncı, kızağın kızak cıvataları sıkılırken veya takımın tezgaha monte edilmesi sırasındaki yerçekimi nedeniyle hareket etmesini önler. Bağlantı yayının resimde gösterilen şekilde konumlandırıldığından emin olun.
Takım ayarı
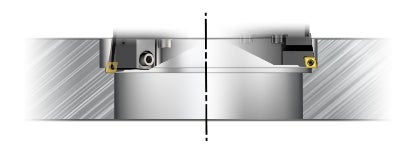
Verimli delik işleme
- Sorunsuz ayar için kartuşun bağlama cıvatalarında ön gerilme uygulayın.
- Uç köşe radyüsü ayarlanan uzunluğa ulaşana kadar ayar cıvatası ile ayarlayın.
- Uzunluğu her zaman küçük değerden büyük değere doğru ayarlayın
- Kartuş bağlama cıvatasını kilitleyin.
- Kartuşları ayarlayın (eksenel):
- Kızakları ayarlayın (radyal):
- Sorunsuz ayar için kızaklardaki bağlama cıvatalarında ön gerilme uygulayın.
- Uç köşe radyüsü ayarlanan çapa ulaşana kadar ayar cıvatası ile ayarlayın.
- Çapı her zaman küçük değerden büyük değere doğru ayarlayın.
- Kızak bağlama cıvatalarını kilitleyin.
- Uçları takın.
- Takımı ön ayar düzeneğine yerleştirin.
- Seçilen kızakta en büyük çap bulunana kadar takımı döndürün. Bu pozisyonu ön ayar düzeneğinde kilitleyin.
- Takım ön ayar düzeneğinde istenen çapı ayarlamak için:
- Kızak 2 için tekrarlayın.
- Kızaklardaki ve kartuşlardaki bağlama cıvatalarını sıkın. Delik işleme takımınıza yönelik tavsiye edilen sıkma torkunu görmek için aşağıdaki kullanım talimatına bakın (gerekiyorsa takım ön ayar düzeneğinin dışında yapılabilir).
- Takımın çapını ve uzunluğunu takım ön ayar düzeneğinde kontrol edin. Mümkünse takım verilerini tezgah kontrol sistemine aktarın.
SKademeli delik işleme
İki kızağı farklı çap ve yükseklik değerlerine ayarlayın. Daha küçük çaptaki kızağın daha uzun eksenel pozisyona ayarlanması gerekir; Son çaptaki kızak daha kısa bir takım uzunluğunu temsil eder. İki kesme kenarı arasındaki eksenel fark en az ilerleme hızının yarısı kadar olmalıdır. Diş başına ilerleme hızı, tur başına ilerleme hızına eşittir.
- Sorunsuz ayar için kartuşun bağlama cıvatalarında ön gerilme uygulayın.
- Uç köşe radyüsü ayarlanan uzunluğa ulaşana kadar ayar cıvatası ile ayarlayın.
- Uzunluğu her zaman küçük değerden büyük değere doğru ayarlayın.
- Kartuş bağlama cıvatasını kilitleyin.
- Kartuşları ayarlayın (eksenel):
- Kızakları ayarlayın (radyal):
- Sorunsuz ayar için kızaklardaki bağlama cıvatalarında ön gerilme uygulayın.
- Uç köşe radyüsü ayarlanan çapa ulaşana kadar ayar cıvatası ile ayarlayın.
- Çapı her zaman küçük değerden büyük değere doğru ayarlayın.
- Kızak bağlama cıvatalarını kilitleyin.
- Uçları takın.
- Takımı ön ayar düzeneğine yerleştirin.
- Seçilen kızakta en büyük çap bulunana kadar takımı döndürün. Bu pozisyonu ön ayar düzeneğinde kilitleyin.
- Not: Takımın mümkün olduğunca dengede kalması için toplam kesme derinliği iki eşit parçaya bölünmelidir.
- Takım ön ayar düzeneğinde istenen çapları ayarlamak için:
- Kızak 2 için tekrarlayın.
- Kızaklardaki ve kartuşlardaki bağlama cıvatalarını sıkın. Delik işleme takımınıza yönelik tavsiye edilen sıkma torkunu görmek için aşağıdaki kullanım talimatına bakın (gerekiyorsa takım ön ayar düzeneğinin dışında yapılabilir).
- Takımın çapını ve uzunluğunu takım ön ayar düzeneğinde kontrol edin. Mümkünse takım verilerini tezgah kontrol sistemine aktarın.
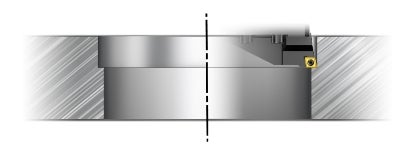
Tek-kenarlı delik işleme
- Eksenel ayar gerekmez. Kartuş bağlama cıvatasını kilitleyin.
- Kızakları ayarlayın (radyal):
- Sorunsuz ayar için kızaklardaki bağlama cıvatalarında ön gerilme uygulayın.
- Uç köşe radyüsü ayarlanan çapa ulaşana kadar ayar cıvatası ile ayarlayın.
- Çapı her zaman küçük değerden büyük değere doğru ayarlayın.
- Kızak bağlama cıvatalarını kilitleyin.
- Ucu bir kartuşa monte edin. Not: Kartuşlu diğer kızak takımın dengelenmesi için kullanılır.
- Takımı ön ayar düzeneğine yerleştirin.
- Seçilen kızakta en büyük çap bulunana kadar takımı döndürün. Bu pozisyonu ön ayar düzeneğinde kilitleyin.
- Takım ön ayar düzeneğinde istenen çapı ayarlamak için:
- Kızak 2 için tekrarlayın.
- Kızaklardaki ve kartuşlardaki bağlama cıvatalarını sıkın. Delik işleme takımınıza yönelik tavsiye edilen sıkma torkunu görmek için aşağıdaki kullanım talimatına bakın (gerekiyorsa takım ön ayar düzeneğinin dışında yapılabilir).
- Takımın çapını ve uzunluğunu takım ön ayar düzeneğinde kontrol edin. Mümkünse takım verilerini tezgah kontrol sistemine aktarın.
çap 298–1260 mm (11,73–49,61 inç)
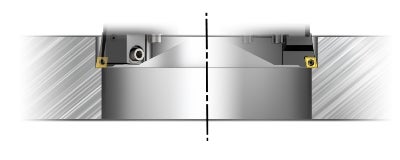
Çok kenarlı delik işleme
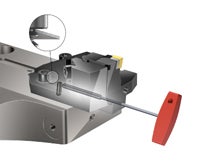
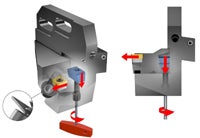
Çap ayarı için tavsiye edilen yöntem bir ön ayar düzeneğinin kullanılması veya bir ön ayar mastarı ile birlikte takım tablasının referans olarak kullanılmalısıdır. Ön ayar düzeneği kullanılamıyorsa kızaklardaki kaba ayar için skala işaretleri yardımcı olacaktır. Kızakların, özellikle de takım bir mil üzerine monte edilmiş durumdayken kolay ve sorunsuz şekilde ayarlanması için ayar cıvatası ve bağlantı yayı çok kullanışlı özelliklerdir.
Bir ön ayar düzeneği kullanılamıyorsa merkez kızakların ayarlanması için merkez pim iyi bir elemandır. Kesme kenarının radyal pozisyonunu bulmak için merkez pim ile kesme kenarı arasındaki mesafeyi ölçün ve merkez pimin radyüsünü (8 mm (0,315 inç)) çıkartın.
Merkez pim
