
The modern approach to turning hip joints with round inserts

Why Round Inserts?
Round inserts offer you all the best advantages for the machining of cobalt chromium and titanium implants.
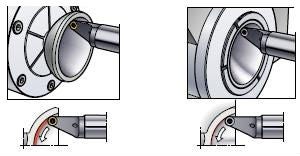
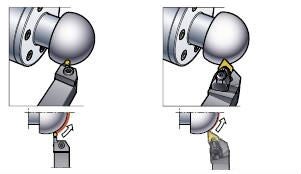
These inserts, when used for internal turning of the spherical cup in a ball and socket hip joint, optimize the roughing process. An excellent balance of security and productivity, in short, they do nothing less than double your productivity and reduce your tooling costs by a third.
How?
Key Benefits
In roughing applications the round shape imparts a strong cutting edge and excellent resistance to excessive notch wear. Choosing round inserts has two clear advantages:
Secure, quality, reliable machining
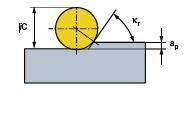
Applying a round insert with an approach angle of less than κr 45º significantly reduces notch wear, a common problem which leads to an inferior quality component and a reduction in productivity.
Apply for reliability and durability, fewer tool changes and trouble free machining.
Increase feed and speed for maximum productivity
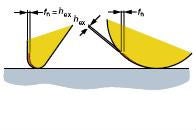
By using a round insert with the depth of cut well below the radius, the chip thickness
hex is reduced relative to feed and the cutting edge length increased. This results in lower temperatures being generated and the opportunity to increase both feed and speed for maximum production.
Effect of nose radius on wear mechanism
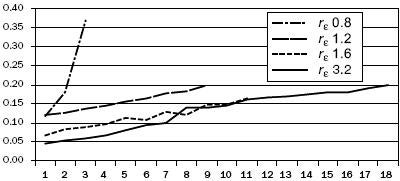 |  | |
| Tool life 3 min | ||
 | ||
| Time in cut (min) | Tool life 18 min |
Outstanding performance
Machining specification
| Cobalt chromium F75 | ||
| CNC Turning lathe | ||
| Competitor | Sandvik Coromant | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0,08 | 0,1 | (mm/rev) |
| 0,5 | 0,5 | (mm) |
| 9,29 | 4,46 | (min) |
| 3 | 10 | (pcs) |
Sandvik Coromant solutions
 | |||||
| Roughing |  | Roughing | |||
| Holder: | A20M-SRXDR 08-R | Holder: | A20M-SRXDR 08-R | ||
| Insert: | R300-0828E-PL, 1030 | Insert: | R300-0828E-PL, 1030 | ||
| Cutting data: | vc = 50-80 m/min, | Cutting data: | vc = 50-80 m/min, | ||
| fn = 0.1-0.15 mm/rev, | fn = 0.1-0.15 mm/rev, | ||||
| ap = →1mm | ap = →1 mm | ||||
| Semi finishing | | Semi finishing | |||
| Holder: | A20M-SDXCR 11-R | Holder: | A20M-SRXDR 08-R | ||
| Insert: | DCGT11T308-UM, 1105 | Insert: | R300-0828E-PL, 1030 | ||
| Cutting data: | vc = 40-60 m/min, | Cutting data: | vc = 50-80 m/min, | ||
| fn = 0.08-0.1 mm/rev, | fn = 0.1-0.15 mm/rev, | ||||
| ap = 0.1-0.25 mm | ap =0.1-0.25 mm | ||||
| Finishing |  | Finishing | |||
| Holder: | A20M-SDXCR 11-R | Holder: | A20M-SRXDR 08-R | ||
| Insert: | DCGT11T308-UM, 1105 | Insert: | R300-0828E-PM, 530 | ||
| Cutting data: | vc = 40-60 m/min, | Cutting data: | vc = 40-60 m/min, | ||
| fn = 0.08-0.1 mm/rev, | fn = 0.08-0.12 mm/rev, | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| Roughing |  | Roughing | ||||
| Holder: | SRDCN 2020K 10-A | Holder: | RF123J13-2525MB | |||
| Insert: | RCMT 10 T3 MO-SM, 1105 | Insert: | N123J2-0600-RO,4125 | |||
| Cutting data: | vc = 40-60 m/min, | Cutting data: | vc = 40-60 m/min, | |||
| fn = 0.1-0.15 mm/rev, | fn = 0.1-0.15 mm/rev, | |||||
| ap = →1mm | ap = →1 mm | |||||
| Finishing |  | Finishing | ||||
| Holder: | DDJNR/L 2020K15 | Holder: | DDJNR/L 2020K15 | |||
| Insert: | DNGP 15 06 08, 1105 | Insert: | DNGP 15 06 08, 1105 | |||
| Cutting data: | vc = 40-60 m/min, | Cutting data: | vc = 40-60 m/min, | |||
| fn = 0.08-0.12 mm/rev, | fn = 0.08-0.12 mm/rev, | |||||
| ap = 0.05-0.25 mm | ap =0.05-0.25 mm | |||||
| Parting off | ||||||
| Holder: | RF123F20-1616B | |||||
| Insert: | N123F2-0250-0002-CM, 4125 | |||||
| Cutting data: | vc = 40-60 m/min, | |||||
| fn = 0.05-0.1 mm/rev | ||||||
Tool holders

Use these round inserts together with our CoroTurn 107 boring bars; easy to use with EasyFix™ - a simple and quick method to achieve the correct center height of the cutting edge. To complete the machining process Sandvik Coromant also offers you a range of tool holders especially for finishing (with positive D-style inserts), which can be used not only in spherical turning, but can even be a problem solver in other internal turning applications where accessibility is restricted.
Insert assortment
For round inserts geometries –PL and –KL are periphery ground and give excellent chip control and low cutting forces. For cobalt chromium we recommend grade GC1030 and for titanium H13A.
For D-style inserts we recommend the ground insert DCGT in geometry –UM. For cobalt chromium grade GC1105 is the first choice and for titanium H13A.
Ordering codes
Internal turning
| Inserts | EasyFix™ |
| R300-0828E-PL, 1030 | 132L-3220085-B |
| R300-0828E-KL, H13A | 132L-4020-B |
| R300-0828M-PH, 1030 | 132L-4020105-B |
| R300-0828M-KH, H13A | 132L-5020125-B |
| R300-0828E-PM, 530 | |
| R300-1032E-PL, 1030 | |
| R300-1032E-KL, H13A | |
| R300-1032M-PH, 1030 | |
| R300-1032M-KH, H13A | |
| R300-1032E-PM, 530 | |
| DCGT 11 T3 04-UM, 1025, 1105, H13A | |
| DCGT 11 T3 08-UM, 1025, 1105, H13A | |
| DCMT 11 T3 04-MF, 1025, 1105 | |
| DCMT 11 T3 08-MF, 1025 |
External turning
Inserts
| Round | CoroCut® | D-style |
| RCMT 10 T3 M0-SM, S205, 1105, H13A | N123H2-0500-RO, 4125, S205, 1105 | DNMG150608-MF, S205, 1105, |
| RCMT 08 03 M0-SM, S205, 1105, H13A | N123J2-0600-RO, 4125, S205, 1105 | DNGP150608, S205, 1105 |
| N123L2-0800-RO, 4125, S205, 1105 |
