
CoroDrill® 400
CoroDrill 400 แบบร่องตรง ออกแบบมาเพื่อให้การเจาะรูชิ้นส่วนอะลูมิเนียมและเหล็กหล่อในอุตสาหกรรมยานยนต์เป็นไปอย่างมีประสิทธิภาพ
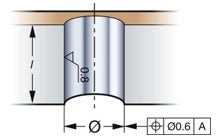
The hole
The three most basic parameters for the hole are: The hole type and required precision affect tool choice. Drilling can be affected by irregular or angled entry/ exit surfaces and by cross holes.

The component
When the hole is analyzed, have a look at the workpiece material, component shape and quantity

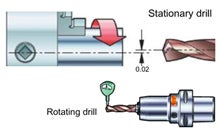
The machine
The machine influences: Always consider:
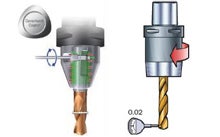
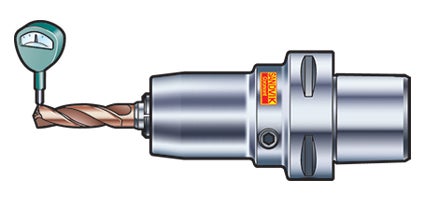
Tool holding
Productivity is not only influenced by grade and geometry, but also by the ability to clamp the tool securely and precisely. For best stability and hole quality always use Coromant Capto® or CoroChuck® 930 with the shortest possible drill and overhang.

Application tips


How to achieve good hole quality
Achieving good hole quality may require some extra attention. Here you can find some useful tips to get you started.

Initial considerations
Cutting speed, along with material hardness, are the main factors affecting tool life and power consumption.

การลับขอบคมตัดและการเคลือบผิว
ฟื้นฟูสภาพเครื่องมือทรงกลมของคุณได้สูงสุดถึง 3 ครั้งด้วยบริการลับขอบคมตัดและเคลือบผิวของเราที่สามารถช่วยคุณประหยัดค่าใช้จ่ายได้อย่างมาก
Recommendations
- ขอแนะนำให้ใช้หัวจับไฮดรอลิกความเที่ยงตรงสูง
- ขอแนะนำให้ใช้ระบบจ่ายน้ำหล่อเย็นภายใน โดยใช้แรงดันต่ำสุด 10 บาร์ (145 psi)
ใช้ CoroChuck® 930 เพื่อแรงจับยึดและความเที่ยงตรงระดับสูงสุด
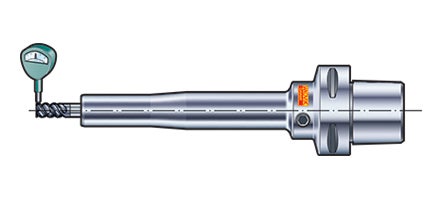
ใช้ CoroChuck® 930 ทรงปากกาเพื่อให้สามารถเข้าถึงพื้นที่ตัดเฉือนได้ดีขึ้น
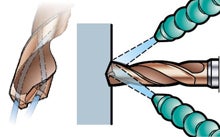
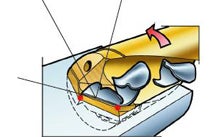
การเลือกรูปทรง

ขอแนะนำให้ใช้ CoroDrill® 400 เมื่อทำการเจาะเข้าในวัสดุเนื้อตัน เนื่องจากรูปทรงร่องมีปริมาตรมากกว่า จึงทำการคายเศษได้ดีกว่า
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240