
CoroCut® QI
ออกแบบสำหรับการกลึงร่องด้านในและการกลึงร่องที่หน้าตัดที่มีเส้นผ่านศูนย์กลางขนาดเล็ก
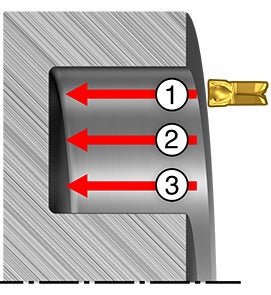
วิธีเลือกเครื่องมือกลึงร่องที่หน้าตัด
ส่วนโค้ง A หรือ B
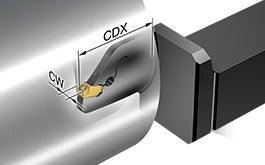
ความกว้างของเม็ดมีด (CW)
ใช้มีดหมอและเครื่องมือที่กว้างที่สุดที่สามารถตัดเฉือนรองที่ต้องการได้ ยิ่งด้ามมีดกว้างมากขึ้น จะยิ่งมีความต้านทานการโก่งตัวและมีความมั่นคงมากขึ้น

ระยะกินลึกสูงสุด (CDX)
ใช้เครื่องมือที่มีระยะกันลึก (CDX) สั้นที่สุดที่สามารถทำได้เสมอเพื่อให้มีความมั่นคงสูงสุด

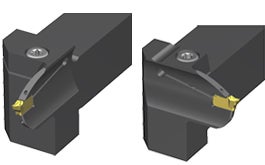
ช่วงเส้นผ่านศูนย์กลางของการกลึงรอบแรก (DAXIN และ DAXX)
ใช้เครื่องมือที่ให้ขนาดเส้นผ่านศูนย์กลางที่ใหญ่ที่สุดซึ่งเหมาะกับรอง เครื่องมือที่จะทำให้ได้ขนาดเส้นผ่านศูนย์กลางที่ใหญ่ที่สุดจะมีส่วนโค้งน้อย ดังนั้นจึงแข็งแรงและมั่นคงมากกว่า นอกจากนี้ยังให้การควบคุมเศษที่ดีขึ้นด้วย

คำแนะนำการใช้งาน
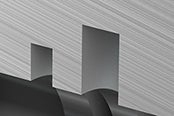
วิธีการกลึงร่องด้านใน
ในการกลงรองดานในจะตองพจารณาขอสำคญบางประการ ทงนขนอยกบรปแบบการทำงานเปนหลก
ดขอมลเพมเตมเกยวกบทางเดนเครองมอแบบโคง การกลงหยาบดวยการปอนในแนวรศม การกลงหยาบดวยการกลงดานขาง และการเกบผวละเอยด รวมถงประเดนสำคญอนๆ ทควรพจารณา
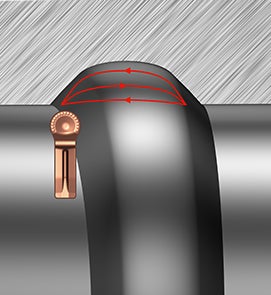
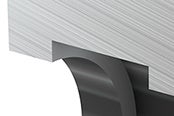
วิธีการกลึงร่องที่หน้าตัด
ในการกลงรองทหนาตดจะตองพจารณาขอสำคญบางประการ ทงนขนอยกบรปแบบการทำงานเปนหลก
ดขอมลเพมเตมเกยวกบการกลงหยาบดวยการปอนในแนวแกน การกลงหยาบดวยการกลงดานขาง และการเกบผวละเอยด รวมถงประเดนสำคญอนๆ ทควรพจารณา
ระยะยื่น
การหลีกเลี่ยงปัญหาการสั่นสะท้านสามารถทำได้ด้วยการเลือกเครื่องมือที่มีระยะยื่นสั้นที่สุดและเลือกหน้าลายที่ตัดได้นุ่มนวลที่สุด
คำแนะนำ
หน้าลาย

| 
| 
| |
| -GF | -TF | -RM | |
| การใช้งาน: |
|
|
|
| คุณสมบัติ: |
|
|
|
เกรด
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| วัสดุ: | ISO S, M และ N | ISO P, M, K และ S | ISO P และ M | ISO P, M และ S | ISO N และ S |
| คุณสมบัติ: |
|
|
|
|
|
| หน้าลาย: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
เกรดและหน้าลายที่เป็นตัวเลือกแรก
 |
|
 |

|
|
| ร่องด้านใน | ร่องกว้างด้านใน | ร่องที่หน้าตัด | การกลึงขึ้นรูปด้านใน/ที่หน้าตัด | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
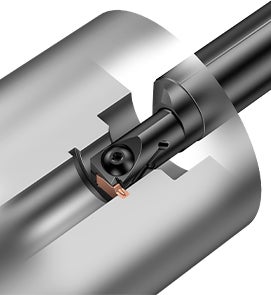
EasyFix™
ใช้ด้าม CoroCut® QI ร่วมกับปลอกจับเครื่องมือ EasyFix™ ทุกครั้ง โดยแกนกดสปริงภายในปลอกจะกดเข้ากับร่องที่ตัวด้ามมีด ทำให้เครื่องมือมีความสูงกึ่งกลางที่ถูกต้องทุกครั้งและสามารถปรับตั้งเครื่องมือได้อย่างง่ายดาย ซีลโลหะช่วยปรับแรงดันน้ำหล่อเย็นได้อย่างมีประสิทธิภาพถึง 150 บาร์

คำอธิบายรหัส
ด้าม QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
หัวตัด CoroTurn® SL
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
ด้ามกลึงคว้าน
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: ระบบเปลี่ยนเร็วสำหรับด้าม
SL: หัวตัด CoroTurn® SL - กลุ่มผลิตภัณฑ์
- R: เครื่องมือกลึงด้านขวา
L: เครื่องมือกลึงด้านซ้าย - F/G: ทิศทางของเครื่องมือ (ด้าม) 0º/90º
AF/AG: ด้ามกลึงคว้านสำหรับการกลึงร่องที่หน้าตัด/ภายใน
- ขนาดช่องใส่เม็ดมีด, E/F/G/H/J/K
- ระยะกินลึก (CDX)
- C: ระบบจ่ายน้ำหล่อเย็นภายใน
- ขนาดด้าม/การจับยึด
- หน้าตัด: DAXIN, เส้นผ่าศูนย์กลางต่ำสุดของการกลึงรอบแรก
ด้านใน: Dmin1, เส้นผ่าศูนย์กลางขั้นต่ำของรู - หน้าตัด: ประเภทส่วนโค้ง A/B
เม็ดมีด
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- กลุ่มผลิตภัณฑ์
- มุมคมตัด
N = เม็ดมีดตรง - ขนาดช่องใส่เม็ดมีด
E: 1.85–2.39 มม.
F: 2.46–2.79 มม.
G: 3 มม.
H: 4 มม.
J: 5 มม.
- ความกว้างของเม็ดมีด (CW)
0600: 6 มม.
0500: 5 มม.
0400: 4 มม.
0300: 3 มม.
0200: 2 มม. - มุมด้านหน้าของเม็ดมีด
00: ไม่มีมุม, 0° - รัศมีมุมของเม็ดมีด
02: 0.2 มม.
03: 0.3 มม.
04: 0.4 มม.
- หน้าลายเม็ดมีด
TF: สำหรับการกลึงร่องและการกลึงข้าง
GF: สำหรับการเจียกลึงร่อง
RM: สำหรับการกลึงขึ้นรูป
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240