
CoroCut® QF
การกลึงร่องที่หน้าตัดอย่างปลอดภัย
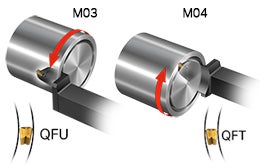
การหมุนสปินเดิลตามเข็มหรือทวนเข็มนาฬิกา
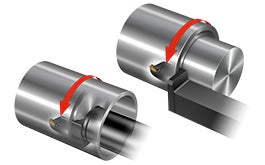
ส่วนโค้ง A- หรือ B
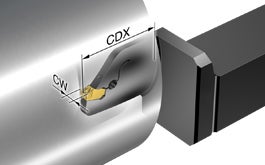
ความกว้างของเม็ดมีด
ใชเมดมดและเครองมอทกวางทสดทสามารถใชกบรองของคณได ยงตวจบยดกวางเทาใด กจะยงมความตานทานการโกงตวและความมนคงเพมมากขน
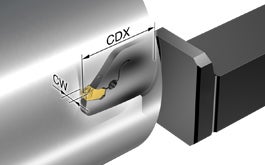
ระยะกินลึกสูงสุด (CDX)
ใชเครองมอทมระยะกนลก (CDX) สนทสดทสามารถทำไดเสมอเพอใหมความมนคงสงสด




เคล็ดลับการใช้งาน
คำแนะนำ
| ความกว้างของการตัด (CW), มม. (นิ้ว) |
ระยะกินลึกสูงสุด (CDX), มม. (นิ้ว) |
เส้นผ่านศูนย์กลางต่ำสุดของการตัดรอบแรก (DAXIN), มม. (นิ้ว) |
รัศมีมุมต่ำสุด, มม. (นิ้ว) |
| 3 (0.118) | 20–30 (0.79–1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22–38 (0.87–1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26–38 (1.02–1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33–50 (1.30–1.97) | 60 (2.36) | 0.8 (0.031) |
ตัวเลือกแรกสำหรับเกรดและรูปทรง

|  |

|  | |
| วัสดุชิ้นงาน | ร่องลึกและกว้าง | ร่องลึกและแคบ | การเก็บผิวละเอียดในวัสดุทุบขึ้นรูป | การกลึงขึ้นรูป |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- รูปทรง -TF ทำงานได้ดีเยี่ยมในการกลึงร่องทั่วไปด้วยการป้อนแนวแกนและการป้อนด้านข้าง
- รูปทรง -GF แบบเจียเพื่อการกลึงร่องด้วยความแม่นยำได้อย่างต่อเนื่อง โดยเน้นไปที่การกลึงร่องด้วยการป้อนแนวแกนเป็นหลัก -GF สามารถใช้ในการเก็บผิวละเอียดด้วยการป้อนด้านข้างได้ แต่ไม่แนะนำให้ใช้ในการกลึงด้านข้าง
- รูปทรง -RM ออกแบบสำหรับการกลึงขึ้นรูป โดยสามารถใช้กับทั้งการป้อนแนวแกนและการป้อนด้านข้างได้เป็นอย่างดี ไม่ควรนำเม็ดมีดทรงกลมไปใช้ในการกลึงร่องแบบเต็มความกว้างตามแนวแกน
คำอธิบายรหัส
ด้าม QS™ และด้ามปกติ
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- กลุ่มผลิตภัณฑ์
- การหมุนสปินเดิล
T – การหมุนสปินเดิลตามเข็มนาฬิกา
U – การหมุนสปินเดิลทวนเข็มนาฬิกา - เครื่องมือที่มีอยู่
R – ด้านขวา
L – ด้านซ้าย
- ทิศทางของเครื่องมือ
F – 0º
G – 90º - ขนาดช่องใส่เม็ดมีด
G – 3 มม.
H – 4 มม.
K – 6 มม.
L – 8 มม. - ระยะกินลึกสูงสุด (CDX)
- ระบบน้ำหล่อเย็น
- ขนาดของด้าม
2525 – 25x25 มม.
16 – 16/16 นิ้ว
3232 – 32x32 มม. - เส้นผ่านศูนย์กลางขั้นต่ำของการกลึงรอบแรกในหน่วย มม. (DAXIN)
- ประเภทส่วนโค้ง
A – สำหรับการกลึงใน
B – สำหรับการกลึงร่องที่หน้าตัดจนถึงการกัดลายดุน
หัวตัด CoroTurn® SL
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- ระบบจับยึด
SL - กลุ่มผลิตภัณฑ์
- การหมุนสปินเดิล
T – การหมุนสปินเดิลตามเข็มนาฬิกา
U – การหมุนสปินเดิลทวนเข็มนาฬิกา
- เครื่องมือที่มีอยู่
R – ด้านขวา
L – ด้านซ้าย - ขนาดช่องใส่เม็ดมีด
G – 3 มม.
H – 4 มม.
K – 6 มม. - ระยะกินลึกสูงสุด (CDX)
- ระบบน้ำหล่อเย็น
C – ระบบน้ำหล่อเย็นความเที่ยงตรงสูง - ขนาดของด้าม
2525 – 25x25 มม.
16 – 16/16 นิ้ว - เส้นผ่านศูนย์กลางขั้นต่ำของการกลึงรอบแรกในหน่วย มม. (DAXIN)
- ประเภทส่วนโค้ง
A – สำหรับการกลึงใน
B – สำหรับการกลึงร่องที่หน้าตัดจนถึงการกัดลายดุน
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- ขนาดระบบจับยึด
C = Coromant Capto
CZZMS DCON
C5 50 มม.
C6 63 มม.
C8 80 มม. - กลุ่มผลิตภัณฑ์
- การหมุนสปินเดิล
T – การหมุนสปินเดิลตามเข็มนาฬิกา
U – การหมุนสปินเดิลทวนเข็มนาฬิกา
- เครื่องมือที่มีอยู่
R – ด้านขวา
L – ด้านซ้าย - ขนาดช่องใส่เม็ดมีด
K – 6 มม.
L – 8 มม. - ระยะกินลึกสูงสุด (CDX)
- ระบบน้ำหล่อเย็น
- เส้นผ่านศูนย์กลางขั้นต่ำของการกลึงรอบแรกในหน่วย มม. (DAXIN)
- ประเภทส่วนโค้ง
A – สำหรับการกลึงใน
B – สำหรับการกลึงร่องที่หน้าตัดจนถึงการกัดลายดุน
เม็ดมีด
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- กลุ่มผลิตภัณฑ์
- การหมุนสปินเดิล
T – การหมุนสปินเดิลตามเข็มนาฬิกา
U – การหมุนสปินเดิลทวนเข็มนาฬิกา
- ขนาดช่องใส่เม็ดมีด
G – 3 มม.
H – 4 มม.
K – 6 มม.
L – 8 มม. - ความกว้างเม็ดมีด (CW)
0400 – 4 มม.
0300 – 3 มม.
- รัศมีมุมของเม็ดมีด
02 – 0.20 มม.
03 – 0.30 มม.
04 – 0.40 มม.
08 – 0.80 มม. - รูปทรงเม็ดมีด
TF – สำหรับการกลึงร่องและการกลึงด้านข้าง
GF – สำหรับการเจียกลึงร่อง
RM – สำหรับการกลึงขึ้นรูป
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240