
CoroCut® QF
การกลึงร่องที่หน้าตัดอย่างปลอดภัย
รูปแบบใบมีดนวัตกรรมใหม่
วัสดุที่ใช้ในส่วนหน้าตัดที่แข็งแรงน้อยที่สุดมากกว่าเดิมและส่วนด้านหน้าของใบมีดมีมวลน้อยลง ช่วยให้มีความต้านทานการโก่งตัวแบบไดนามิกสูงขึ้น ลดการสั่นสะเทือนได้อย่างมีประสิทธิภาพ ข้อต่อออกแบบใหม่แรงจับยึดที่ถูกต้อง
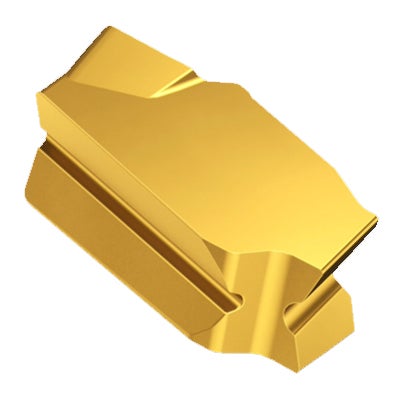
รูปแบบเม็ดมีดเพื่อการกลึงร่องที่หน้าตัดอย่างมั่นคง
เมดมดแบบเอยงพรอมรางลอคเมดมดทดานบน ดานลาง และดานหลงของเมดมด เพอชวยลดการเคลอนไหวของเมดมดใหตำทสด

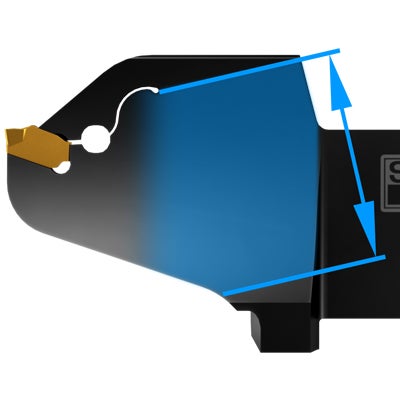
ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง
เพิ่มประสิทธิภาพการคายเศษและลดความเสี่ยงของการเกิดเศษติดในร่อง อันเป็นปัจจัยสำคัญที่ส่งผลต่อความสำเร็จในการกลึงร่องลึกที่หน้าตัด มีประสิทธิภาพไม่ว่าจะใช้แรงดันน้ำหล่อเย็นในระดับต่ำหรือสูง
การใช้งาน
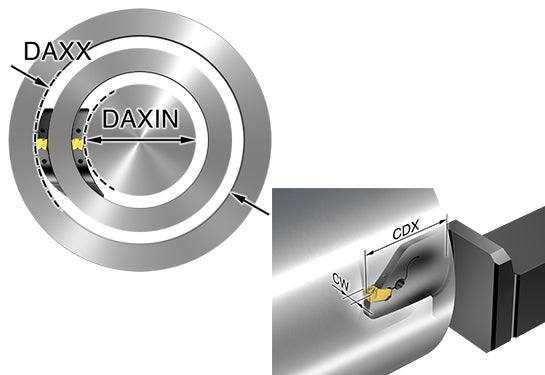
- การกลึงรองเทหน้าตัด
- เส้นผ่านศูนย์กลางต่ำสุดของการตัดรอบแรก (DAXIN): 30 มม. (1.18 นิ้ว)
- ระยะกันลึกสูงสุด (CDX): 50 มม. (1.97 นิ้ว)
- รัศมีมุมต่ำสุด: 0.2 มม. (0.008 นิ้ว)
รุ่นผลิตภัณฑ์

ด้าม QS™
ขนาดในหน่วยเมตริก 25×25
ขนาดในหน่วยนิ้ว 1×1

ด้ามปกติ
ขนาดในหน่วยเมตริก 32×32
ขนาดในหน่วยนิ้ว 1×1

หัวตัด CoroTurn® SL
ขนาด 32 และ 40

Coromant Capto®
ขนาด C5, C6 และ C8
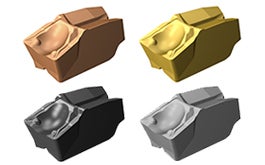
เม็ดมีด
- CW 3, 4, 6 และ 8 มม. (0.118, 0.157, 0.236 และ 0.315 นิ้ว)
- เกรด GC1105, GC1125, GC1135, GC1145, H10F
- หน้าลาย -TF สำหรับการกลึงร่องและการกลึงด้านข้าง
- หน้าลาย -GF สำหรับการเจียรกลึงร่อง
- หน้าลาย -RM สำหรับการกลึงขึ้นรูป

เครื่องมือแบบสั่งทำ
เครื่องมือออกแบบเฉพาะที่มาพร้อมความลึกของการตัดและช่วงของเส้นผ่านศูนย์กลางที่แม่นยำ ซึ่งเป็นสิ่งจำเป็นสำหรับชิ้นงานของคุณ
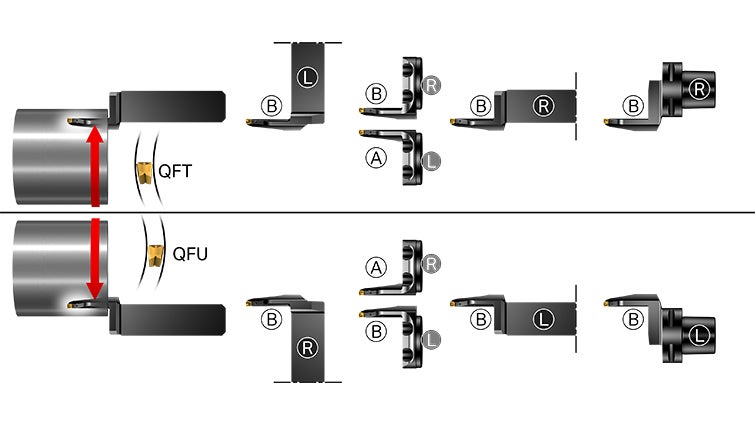
การเลือกเครื่องมือ
การเลือกเครื่องมือกลึงรองที่หน้าตัดให้เหมาะกับการทำงานมีประเด็นสำคัญที่ควรพิจารณาหลายประการ เช่น การหมุนสปินเดลตามเข็มนาฬิกาหรือทวนเข็มนาฬิกา ส่วนโค้ง A หรือ B และเครื่องมือแบบด้านซ้ายหรือด้านขวา ใช้คำแนะนำทีละขั้นตอนเพื่อช่วยในการเลือกวิธีการใช้งาน
จุดเด่น
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240