
CoroCut 1-2
การกลึงตัดและการกลึงร่องที่ยืดหยุ่น
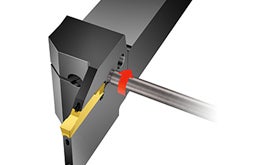
วิธีการใช้งาน
ดาวน์โหลดวิธีใช้งานด้าม QS ใน CoroCut 1-2
การเปลี่ยนเม็ดมีดและการต่อระบบน้ำหล่อเย็นสำหรับด้าม QS

ค้นหาตัวต่อสำหรับเครื่องจักรของคุณโดยเฉพาะ
ชุดจับยึดและตัวจับยึดเครื่องมือแบบหมุนเหล่านี้ได้รับการออกแบบให้สอดรับเข้ากับส่วนเชื่อมต่อของป้อมมีดได้อย่างพอเหมาะ ด้วยรูปแบบโบลท์เฉพาะสำหรับเครื่องจักรแต่ละแบรนด์
เคล็ดลับในการใช้งาน
ปฏิบัติตามคำแนะนำต่างๆ เพื่อให้งานกลึงตัดและงานกลึงร่องมีประสิทธิภาพมากขึ้นอย่างเห็นได้ชัด
ดูข้อมูลความรู้เกี่ยวกับการกลึงตัดและการกลึงร่อง
คำแนะนำ
- เริ่มต้นด้วยค่าการตัดที่แนะนำเป็นตัวเลือกแรก
- ค่าการตัดที่แนะนำทั้งหมดเป็นกรณีที่ไม่มีระบบน้ำหล่อเย็นความเที่ยงตรงสูง
- เมื่อใช้ระบบน้ำหล่อเย็นความเที่ยงตรงสูง ความเร็วจะเพิ่มขึ้น 30-50%
- CoroCut® 1-2 ระบบเครื่องมือเพื่องานกลึงตัดและงานกลึงนอกที่คุ้มค่าสำหรับระดับความลึกที่สามารถใช้เม็ดมีดแบบสองคมตัดได้
หาก CoroCut 1-2 ไม่ตอบโจทย์ของคุณ ลองดูคำแนะนำเกี่ยวกับเครื่องมือเพิ่มเติมที่หน้าเพจ เครื่องมือกลึงตัดและกลึงร่อง
คำแนะนำเกี่ยวกับเม็ดมีด
ขนาดช่องใส่เม็ดมีด
- เม็ดมีดมีช่องใส่เม็ดมีดและรัศมีมุมหลายขนาด
- ขนาดของช่องใส่เม็ดมีดจะต้องตรงกับของจุดยึดที่ตัวจับยึด
ขนาดช่องใส่เม็ดมีด
- D-G รูปตัว V:
- ความกว้างของเม็ดมีด: 1.5–3 มม. (0.059–0.118 นิ้ว)
- ระยะกินลึก: 12.9–18.8 มม. (0.508–0.740 นิ้ว)
- H-R แบบรางที่มั่นคง:
- ความกว้างของเม็ดมีด: 4–15 มม. (0.157–0.394 นิ้ว)
- ระยะกินลึก: 23.7–28.0 มม. (0.933–1.102 นิ้ว)
เม็ดมีดตัวเลือกแรก
ค้นหาเม็ดมีดตัวเลือกแรกที่ดีที่สุดสำหรับการทำงานของคุณได้จากตารางเหล่านี้
การกลึงร่องบ่าด้วย CoroCut® 1-2
เม็ดมีด 2 คม CoroCut® ให้การควบคุมเศษตัดที่ยอดเยี่ยมในกระบวนการกลึงร่องบ่าที่มีระยะห่างในทางลึกที่แคบและอัตราป้อนต่ำ
- -RM คือรูปทรงอเนกประสงค์สำหรับการขึ้นรูปวัสดุทุกชนิด
- ให้ใช้รูปทรง -RO สำหรับการทำงานกับเหล็กสเตนเลส HRSA และวัสดุที่มีความเหนียวอื่นๆ
การกลึงร่องแหวนล็อค
ใช้ CoroCut® 1-2 ที่มีรูปทรง -GF เพื่อให้มีแรงตัดต่ำและคุณภาพพื้นผิวที่ดี
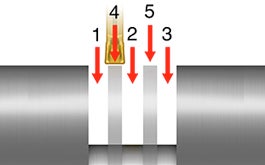
คำแนะนำเกี่ยวกับเม็ดมีดกลึงตัด
1 |
2 |
3 |
4 |
5 |
|
| เหล็กกล้า | GC1125 -CF | GC1125 -CM | GC2135 -CR | GC2135 -CM | GC2135 -CR |
| เหล็กสเตนเลส | GC1125 -CM | GC1125 -CM | GC2135 -CM | GC1145 -CM | GC1145 -CM |
| เหล็กหล่อ | GC4325 -CM | GC4325 -CM | GC2135 -CR | GC2135 -CR | GC2135 -CR |
| โลหะที่ไม่มีแร่เหล็ก | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| HRSA & Ti | GC1105 -CM | GC1105 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| เหล็กชุบแข็ง | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S |
- การกลึงตัดแท่งหรือท่อ – สภาพการทำงานง่ายถึงปานกลาง
- การกลึงตัดแท่ง – สภาพการทำงานง่ายถึงปานกลาง (มีหัวจับเสริมและ/หรือการลดอัตราป้อนที่ศูนย์กลาง)
- การกลึงตัดแท่ง – สภาพการทำงานปานกลางถึงยาก ไม่มีการลดอัตราป้อนที่ศูนย์กลาง
- การกลึงตัดแท่งหรือท่อ – การตัดกระแทกเล็กน้อยถึงปานกลาง
- การกลึงตัดแท่งหรือท่อ – การตัดกระแทกปานกลางถึงรุนแรง
คำแนะนำเกี่ยวกับเม็ดมีดกลึงร่อง
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
| เหล็กกล้า | GC1125 -GF | GC4325 -TF | GC4325 -RM | GC1125 -RO | GC1125 -GF | GC4325 -TF | GC4325 -TF |
| เหล็กสเตนเลส | GC2135 -GF | GC2135 -TF | GC1125 -RO | GC1125 -RO | GC2135 -GF | GC2135 -TF | GC2135 -TF |
| เหล็กหล่อ | GC3115 -GM | GC3115 -TM | GC4325 -RM | GC4325 -RM | GC1125 -GF | GC3115 -TF | GC3115 -TF |
| โลหะที่ไม่มีแร่เหล็ก | H13A -GF | H13A -TF | GC1105 -AM | GC1005 -AM | H13A -GF | H13A -TF | H13A -TF |
| HRSA & Ti | GC1105 -GF | GC1105 - TF | S05F -RO | S05F -RO | GC1105 -GF | GC1105 -TF | GC1105 -TF |
| เหล็กชุบแข็ง | CB7015 -S | CB7015 -S | CB7015 -RE | CB7015 -RE | CB7015 -S | CB7015 -S | CB7015 -S |
- การกลึงร่อง
- การกลึงร่องกว้าง
- การกลึงนอกขึ้นรูป
- การกลึงในขึ้นรูป
- การกลึงร่องด้านใน
- การกลึงร่องกว้างด้านใน
- การกลึงร่องที่หน้าตัด
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240