
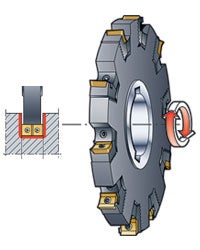
CoroMill 331
หัวกัดข้างและปาดหน้าอเนกประสงค์

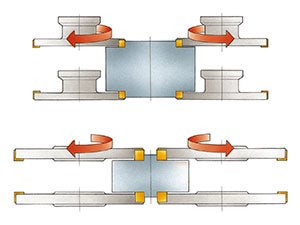
วิธีการปรับตั้งความกว้างหัวกดผนังสองข้างและปาดหน้า
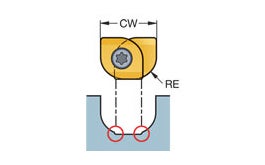
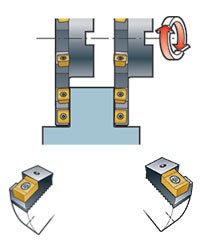
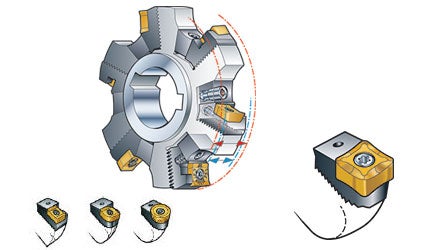
การทำงานโดยใช้เม็ดมีดที่มีรัศมีมุมกว้าง
การทำงานโดยใช้เม็ดมีดทรงกลม
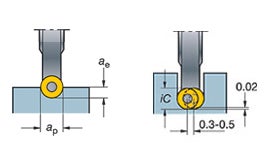
สำหรับรองที่ลึกมากกว่า IC/2 ขอแนะนำให้ปรับตลับเม็ดมีดแต่ละชุด 0.5 มม. (0.020 นิ้ว)



คำแนะนำการใช้งาน
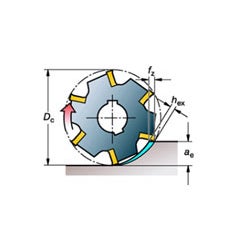
ความหนาสูงสุดของเศษ
ปจจยสำคญทสดสำหรบงานกลงตดและงานกดเซาะรองคอ ความหนาสงสดของเศษ (hex)
• อตราสวนหนาสมผสตอเสนผานศนยกลางของหวกดมกนอยกวา 30%
• ใชคา hex ทเหมาะสมสำหรบอตราสวน ae/DC เพอปองกนไมใหเกดการทำงานในบรเวณทมความหนาของเศษตำเกนไป ซงจะเปนการเสยดสชนงานแทนทจะเปนการตดเฉอน
• คา hex ทเหมาะสมจะชวยใหลกษณะการตดมประสทธภาพ รวมทงยงเพมคณภาพของผวงานและยดอายการใชงานของเครองมออกดวย

การเลือกเกรด
• เลอกใชเกรด PVD เปนตวเลอกแรกสำหรบงานกดรอง
• เลอกใชเกรด CVD เปนตวเลอกแรกสำหรบงานกดผนงขางเดยว

รายการตรวจสอบงานกัดข้างและงานกัดปาดหน้า
ใช้คำแนะนำที่เป็นประโยชน์เหล่านี้เพื่อทำงานกัดร่องได้อย่างเต็มประสิทธิภาพ
การลดปัญหาระยะเหลื่อม
• ใชเมดมดแบบสงทำซงมความยาวคมตดสนลง
• ลดการสกหรอในบรเวณทมระยะเหลอม
• ควบคมเศษไดดยงขนและใชพลงงานลดลงมากถง 10%
คำแนะนำ
การเลือกหัวกัด
- การออกแบบและชื่อเรียกหัวกัดจะสอดคล้องกับรูปแบบการใช้งาน เช่น การกัดผนังสองข้างและปาดหน้า การกัดผนังข้างเดียวและปาดหน้า และการกัดปาดหน้าย้อนทาง
- สำหรับค่า ar ตามที่กำหนด ให้ใช้เส้นผ่านศูนย์กลางหัวกัดที่เล็กที่สุดเพื่อความมีเสถียรภาพสูงสุด
- สำหรับเส้นผ่านศูนย์กลางคงที่ ให้ใช้หัวกัดที่มีค่า zn สูงเพื่อให้ได้ประสิทธิภาพการผลิตมากขึ้น
หัวกัดผนังสองข้างและปาดหน้า
| หัวกัดด้านขวา | |
| ตลับเม็ดมีดด้านขวา |
|
| ตลับเม็ดมีดด้านซ้าย | |
หัวกัดผนังข้างเดียวและปาดหน้า
| การหมุนสปินเดิล R | การหมุนสปินเดิล L | ||
| หัวกัดแบบ R R331.52…R ตลับเม็ดมีด R |
 |
หัวกัดแบบ L L331.52…L ตลับเม็ดมีด L |
|
| หัวกัดแบบ R R331.52…L ตลับเม็ดมีด L |
หัวกัดแบบ L L331.52…R ตลับเม็ดมีด R |
||
| หัวกัดแบบ R R331.52 |
หัวกัดแบบ L L331.52 |
||
| หัวกัดแบบ L L331.52 |
หัวกัดแบบ R R331.52 |
||
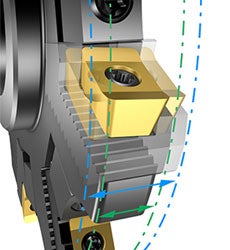
ความยาวคมตัด
ขอแนะนำให้พิจารณาความกว้างของหัวกัดที่เล็กที่สุดเสมอเมื่อเลือกหัวกัดผนังสองข้างและปาดหน้าสำหรับการกัดร่อง การปรับระยะเหลื่อมของเม็ดมีดสองตัวให้เหมาะสมมีความสำคัญอย่างยิ่งต่อการตัดเฉือนที่มั่นคง
ตัวเลือกตลับเม็ดมีด
การกัดผนังข้างเดียวและปาดหน้า
การกัดผนังสองข้างและปาดหน้า
หมายเหตุ: เส้นผ่านศูนย์กลางของหัวกัด (DC) จะใหญ่ขึ้น 3.2 มม. (0.126 นิ้ว) เมื่อใช้กับเม็ดมีดสี่เหลี่ยมจัตุรัส 8 คมตัด
เม็ดมีดที่เป็นตัวเลือกแรก
การกัดผนังสองข้างและปาดหน้า 
| การกัดหยาบ | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| การกัดหยาบปานกลาง | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| การเก็บผิวละเอียด | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
ขอแนะนำให้ใช้การตัดเฉือนแบบแห้งสำหรับทุกกลุ่มวัสดุ ยกเว้น ISO-S ที่เหมาะสำหรับการตัดเฉือนแบบเปียก สำหรับสภาพการทำงานแบบเปียก ให้พิจารณาเลือกใช้เกรดที่มีการเคลือบแบบ PVD
การกัดผนังข้างเดียวและการกัดผนังข้างเดียวแบบคู่ 
| การกัดหยาบ | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| การกัดหยาบปานกลาง | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| การเก็บผิวละเอียด | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
ขอแนะนำให้ใช้การตัดเฉือนแบบแห้งสำหรับทุกกลุ่มวัสดุ ยกเว้น ISO-S ที่เหมาะสำหรับการตัดเฉือนแบบเปียก สำหรับสภาพการทำงานแบบเปียก ให้พิจารณาเลือกใช้เกรดที่มีการเคลือบแบบ PVD
ตัวเลือกสำหรับหน้าลาย
| สภาพการทำงานดีและสะดวก | สภาพการทำงานไม่ดีและลำบาก | ||||
|
| |||||
| ความคม | ความเหนียว | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
ค่าการตัด
| รหัสสินค้า | กลุ่มวัสดุ ISO | fz | hex | ||
| ค่าเริ่มต้น | ต่ำสุด - สูงสุด | ค่าเริ่มต้น | ต่ำสุด - สูงสุด | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240