
T-Max® P
Produktiv utvändig svarvning av stora till medelstora komponenter

Skärläge
Rengör skärläget och leta efter skador. Kontrollera även stödet för skäreggen
Underläggsplattor och skärlägen
Kontrollera att underläggsplattornas hörn inte har blivit avslagna under bearbetning eller hantering, och att fästena inte har någon löseggsbildning

Kontaktytor
Kontrollera stöd- och kontaktytorna och se till att de inte är skadade eller smutsiga.

Fastspänning
Vid uppborrning är det viktigt att ha bästa möjliga fixturering. Utan stöd kan överhänget öka, vilket kan orsaka vibrationer.

Applikationstips
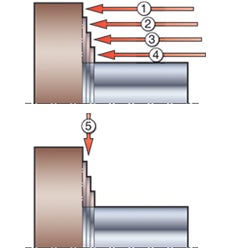
Undvik spånhamring
Svarva mot skuldran (steg 1–4) och stanna före skuldrans slutliga dimension. Håll samma matning för alla fyra steg för att undvika spånhamring. Det avslutande ingreppet (5) i skuldran bör utföras i en vertikal passering från den yttre diametern till den inre.

Undvik vibrationer
Maskiner med två revolvrar, övre och undre revolver, rekommenderas för att undvika vibrationer. Denna konfiguration jämnar ut krafterna och stabiliserar hela processen genom att undvika vibrationer och undvika utböjning av detaljen.
Rekommendationer
Skär och system
Utvändig operation
| Finbearbetning | Medelfin bearbetning | Grovbearbetning | |
| Skärform | C | C | C |
| Skärstorlek | 12 | 12 | 12 |
| Ställvinkel | 95° | 95° | 95° |
| Fastspänning | Hävarm | Hävarm | Hävarm |
Invändig bearbetning
| Finbearbetning | Medelfin bearbetning | Grovbearbetning | |
| Skärform | C | C | C |
| Skärstorlek | 12 | 12 | 12 |
| Ställvinkel | 95° | 95° | 95° |
| Fastspänning | Hävarm | Hävarm | Hävarm |
Skärsort
| Bearbetningsförhållanden | P | M | K | S | H |
| Goda | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Medel | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Svåra | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Skärgeometri
| Operation | P | M | K | S | H |
| Finbearbetning | -PF | -MF | -KF | -SF | S01525 |
| Medel | -PM | -MM | -KM | -SM | S01525 |
| Grovbearbetning | -PR | -MR | -KR | -SMR | S02035 |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70