
CoroReamer® 835
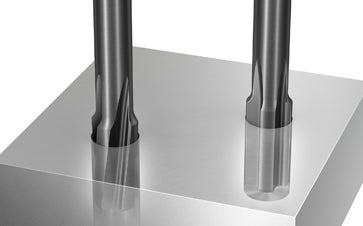
CoroReamer 835 är optimerad för specifika material. Invändig skärvätsketillförsel och extremt varierande avstånd mellan skäreggarna är två funktioner som ger mycket snäva håltoleranser och ytjämnhet med hög kvalitet.

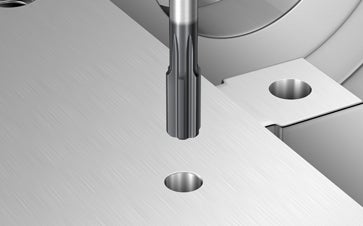
Korrekt diameter
Säkerställ att det förborrade hålet har korrekt diameter för tillräcklig arbetsmån vid godsavverkning.
Stabilt arbetsstycke
Arbetsstycket måste hållas stabilt och det får inte vara något spel i maskinspindeln.
Kort överhäng
Håll verktygsöverhänget från maskinspindeln till ett minimum.

Smörjning
Använd rekommenderade smörjmedel.
Applikationstips

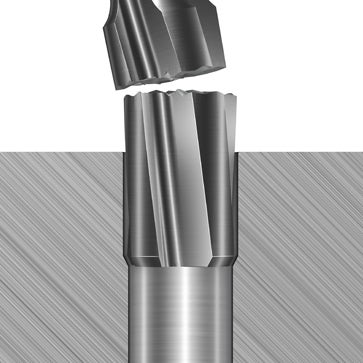
Inledande överväganden
För att uppnå bästa resultat vid brotschning måste man få brotschen att arbeta effektivt. Det är ett vanligt fel när man förbereder hål för brotschning att för lite gods lämnas kvar. Det gör att brotschen skaver, vilket snabbt orsakar förslitning och mindre diameter. Det är lika viktigt för funktionen att inte lämna för mycket gods i hålet.
Felsökning
Är din spindel- eller verktygsrundgång för stor? Har du fel skärdata, eller undrar du kanske hur du kan undvika löseggsbildning under brotschning? Kolla in vår felsökningsguide för brotschning.
Användbara appar




Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70