
CoroCut® 2
Nytt koncept, flera fördelar
Kundexempel
Ökad skärlivslängd
Skärlivslängd
Kostnad per detalj
| Komponent: | Övre axel |
| Industrisegment: | Automotive |
| Material: | P1.2.Z.HT (S45C) |
| Operation: | Bena |
| Maskin: | Ess |
Utmaning: Förbättra livslängden och minska antalet Skärbrott.
Resultat: Med CoroCut® 2 ökade kunden Skärlivslängden med 130 %.
| Konkurrent | Sandvik Coromant | |
| Verktyg | - | C2R-RS25-LE08B |
| Skär | - | C2I-E2N-0200-0002-CM 4425 |
| n, varv/min | 2300 | 2600 |
| vc, m/min (fot/min) | 110 (361) | 120 (394) |
| fn, mm/varv (tum/varv) | 0.06 (0.0024) | 0.05 (0.0020) |
| ap, mm (tum) | 6 (0.236) | 6 (0.236) |
| Bearbetningstid, sek | 8 | 8 |
| Kriterier för indexering | Risk för skärbrott | Angiven verktygslivslängd |
| Verktygslivslängd, detaljer | 350 | 800 |
Kundexempel
Ökad skärlivslängd
Ökad skärlivslängd
V-profil

Rälsprofil

| Komponent: | Normalt öppen ventilinloppstätningsbas |
| Industrisegment: | Elektronik |
| Material: | Rostfritt stål 304, M1.0.Z.AQ, 200 HB |
| Operation: | Avstickning |
| Skärvätska: | 50 bar utvändig olja |
| Maskin: | CNC-automatsvarv |
Utmaning: Kundens V-profilskärrörelse orsakade överskärning eller mindre skärning.
Resultat: Med CoroCut® 2 rälsprofilskär ökade livslängden med 71% per egg.
| Konkurrent | Sandvik Coromant | |
| Verktyg | - | C2R-RS16-LE17DS |
| Skär | - | C2I-E2N-0200-0002-CM 1225 |
| n, varv/min | 1800 | 1800 |
| fn, mm/varv (tum/varv) | 0.05 (0.002) | 0.05 (0.002) |
| ap, mm (tum) | 0.3 (0.012) | 0.3 (0.012) |
| Bearbetningstid, sek | 6 | 6 |
| Skäl till verktygsbyte | Bestämt förslitningskriterium | Bestämt förslitningskriterium |
| Skärlivslängd, detaljer | 700 | 1200 |
Kundexempel
Ökad skärlivslängd
Ökad verktygslivslängd
Skärslitage efter 85 delar

| Komponent: | Molar kopp |
| Industrisegment: | Medicinsk |
| Material: | Koboltkrom Mo-legering 310 HB |
| Operation: | Grovsvarvning |
| Skärvätska: | Emulsion, utvändig |
| Maskin: | Okuma LT2000 |
Utmaning: Kunden begärde optimerad RCMT-prestanda. Konkurrenten och Sandvik Coromant gjorde jämförelsen på provet.
Resultat: Med implementeringen av CoroCut® 2 har vi uppnått en anmärkningsvärd fördubbling av prestanda per skäregg jämfört med konkurrenten.
| Konkurrent | Sandvik Coromant | |
| Verktyg | - | RF123H051-12BM |
| Skär | - | C2I-H2N-0500-RM 1225 |
| n, varv/min | 700 | 700 |
| vc, m/min (fot/min) | 70 (230) | 70 (230) |
| fn, mm/varv (tum/varv) | 0.08–0.3 (0.003–0.012) | 0.08–0.3 (0.003–0.012) |
| ap, mm (tum) | 0.75 (0.030) | 0.75 (0.030) |
| Bearbetningstid, sek | 20 | 20 |
| Skäl till verktygsbyte | Risk för skärbrott | Risk för skärbrott |
| Skärlivslängd, detaljer | 30 | 60 |
Kundexempel
Ökad skärlivslängd
Produktivitetsökning
Kostnadsminskning
Medicinskruv

| Komponent: | Skruv |
| Industrisegment: | Medicinsk |
| Material: | Rostfritt stål 40 HRC |
| Operation: | Avstickning |
| Skärvätska: | Dimsmörjning |
| Maskin: | Glidhuvud (Citizen) |
Utmaning: För att öka verktygslivslängden, spånkontrollen och minska cykeltiden och kostnaden per detalj
Resultat: Minskad cykeltid och kostnad per detalj med ökad skärlivslängd. Även spånkontrollen förbättrades.
| Konkurrent | Sandvik Coromant | |
| Verktyg | - | C2R-QS12-RE11AD |
| Skär | - | C2I-E2N-0200-0004-GF 1225 |
| n, varvmin | 995 | 1393 |
| vc, m/min (fot/min) | 25 (82) | 35 (115) |
| fn, mm/varv (tum/varv) | 0.03 (0.001) | 0.08 (0.003) |
| ap, mm (tum) | 4 (0.157) | 4 (0.157) |
| Bearbetningstid, sek | 2 | 1.08 |
| Skärlivslängd, detaljer | 700 | 1500 |
Kundexempel
Ökad skärlivslängd
Skärlivslängd

| Komponent: | Monteringskontakt |
| Industrisegment: | Automotive |
| Material: | M1.0.Z.AQ (304 L) |
| Operation: | 2 mm avstickning Komponentdiameter 11 mm |
| Maskin: | Citizen |
Utmaning: Kunden ville öka skärlivslängden, minska kostnaden per detalj, förbättra ytkvaliteten och minska gradbildningen.
Resultat: Med CoroCut® 2 kunde kunden övervinna alla utmaningar och förlänga skärlivslängden med 140%.
| Konkurrent | Sandvik Coromant | |
| Skär | - | C2I-E2N-0200-0002-CM1225 |
| n, varvmin | 2400 | 2400 |
| vc, m/min (fot/min) | 83 (272) | 83 (272) |
| fz, mm/z (tum/z) | 0.03 (0.001) | 0.03 (0.001) |
| ap, mm (tum) | 5.5 (0.217) | 5.5 (0.217) |
| Bearbetningstid, sek | 5 | 5 |
| Kriterier för indexering | Gradbildning | Ingen gradbildning, nominell fasförslitning |
| Skärlivslängd, detaljer | 250 | 600 |
Kundexempel
Förbättrad spånkontroll
Produktivitetsökning
Kostnadsminskning
| Komponent: | Tapp i borrhål |
| Industrisegment: | Olja och gas |
| Material: | P1.1.Z.HT |
| Operation: | Bearbeta 14 spår på ytterdiametern |
| Maskin: | Mazak Quick Turn Nexus 250 |
Utmaning: Dålig spånkontroll orsakar maskinförseningar och saktar ner produktiviteten.
Resultat: CoroCut® 2 och QS™ holding system med övre och undre skärvätska ger bättre spånkontroll. Kunden kan använda högre skärdata och därmed sänka den totala kostnaden per detalj.
| Konkurrent | Sandvik Coromant | |
| Verktyg | - | C2R-QSA16-RH25-CB |
| Skär | - | C2I-H2N-0400-0004-TF 4425 |
| vc, m/min (fot/min) | 152 (500) | 244 (800) |
| fn, mm/varv (tum/varv) | 0.10 (0.004) | 0.15 (0.006) |
| ap, mm (tum) | 3.8 (0.150) | 3.8 (0.150) |
| Skärvätska: | Utvändig skärvätsketillförsel | Genom verktyget, över och under |
| Skärlivslängd, detaljer | 20 | 38 |
Prestanda
Sort GC1225
Ökad verktygslivslängd
GC1125

GC1225

| Komponent/segment: | Fordonskomponent |
| Material: | Bearbetad, P2.1.Z.AN, 180 HB |
| Operation: | Utvändig spårsvarvning, finbearbetning, emulsion |
Resultat: Sort GC1225 ökade skärlivslängden med 36 % jämfört med den befintliga sorten GC1125.
| GC1125 | GC1225 | |
| Skär | N123H2-0400-0004-GF 1125 | C2I-H2N-0400-0004-GF 1225 |
| vc, m/min (fot/min) | 260 (853) | 260 (853) |
| fn, mm/varv (tum/varv) | 0.15 (0.006) | 0.15 (0.006) |
| Skärlivslängd, detaljer | 178 | 243 |
Prestanda
Verktygshållare med precisionstillförsel av skärvätska
Produktivitet
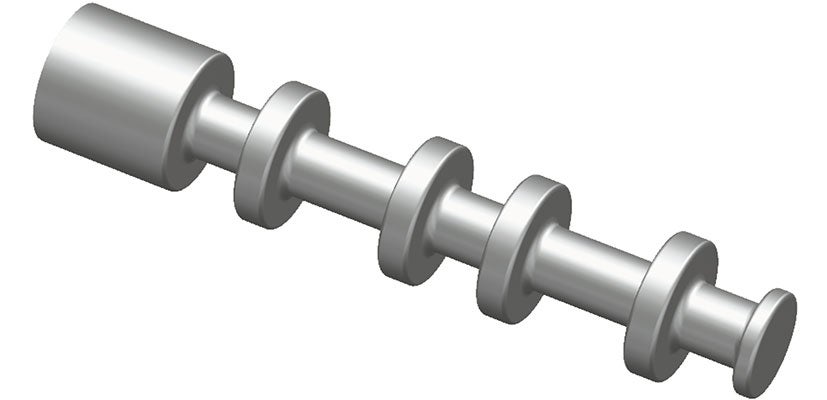
| Komponent/segment: | Kamaxel |
| Material: | 4340 AISI P2.2.Z.AN |
| Operation: | Ficksvarvning (Waveform-metoden) |
| Maskin: | Okuma LT3000 |
Resultat: De nya verktygshållarna ger högre skärdata och har betydligt längre verktygslivslängd.
| Fjäderlåsning | Skruvfastspänning | |
| Verktyg | RF123J00C16E | C2R-QSA16-RJ25CB |
| Skär | N123J2-0600-RM | N123J2-0600-RM |
| n varvmin | 1300 | 1300 |
| vc, m/min (fot/min) | Variabel | Variabel |
| fz mm/varv (tum/varv) | 0.45 (0.018) | 0.55 (0.022) |
| ap mm (tum) | 1.2 (0.047) | 1.2 (0.047) |
| Skärlivslängd, detaljer | 20 | 20 |
| Resultat: | Behövde byta verktygshållare var 6-8:e vecka | Den nya verktygshållaren håller i minst 6 månader |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70