
CoroCut® QI
Optimerad för invändig spårsvarvning och axiell spårsvarvning på små diametrar
Välja rätt verktyg för axiell spårsvarvning
A- eller B-kurva
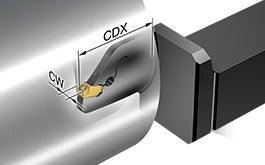
Skärbredd
Använd det bredast möjliga skäret och verktyget för ditt spår. En bredare hållare har högre styvhet och ger bättre stabilitet.

Max. skärdjup (CDX)
Använd alltid verktyg med så litet skärdjup som möjligt (CDX) för att få maximal stabilitet.

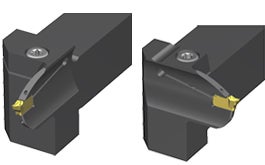
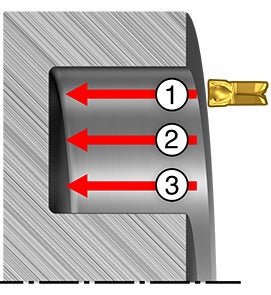
Diameterområde för första stick (DAXIN och DAXX)
Använd verktyget för den största diameter som passar ditt spår. Ett verktyg för en större diameter är mindre svängt och därför styvare och mer stabilt. Det ger också bättre spånkontroll.

Applikationstips
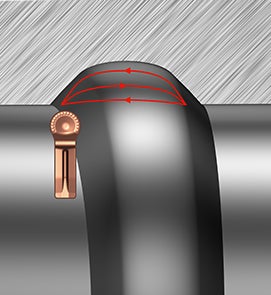
Metoder för invändig spårsvarvning
Beroende på applikation finns det ett antal olika strategier att överväga vid invändig spårsvarvning.
Läs mer om hur man utför grovbearbetning med icke-linjär verktygsväg, grovbearbetning med radiell matning, grovbearbetning med sidsvarvning och finbearbetning samt vad du bör ta hänsyn till.
Metoder för axiell spårsvarvning
Beroende på applikation finns det ett antal olika strategier att överväga för axiell spårsvarvning.
Läs mer om hur man utför grovbearbetning med axiell matning, grovbearbetning med sidsvarvning och finbearbetning samt vad du bör ta hänsyn till.
Överhäng
För att undvika vibrationer ska uppspänningen ha kortast möjliga överhäng med mest lättskärande möjliga geometri.
Rekommendationer
Geometrier

| 
| 
| |
| -GF | -TF | -RM | |
| Applikation: |
|
|
|
| Egenskaper: |
|
|
|
Sorter
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Material: | ISO S, M och N | ISO P, M, K och S | ISO P och M | ISO P, M och S | ISO N och S |
| Egenskaper: |
|
|
|
|
|
| Geometrier: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Förstaval – sorter och geometrier
 |
|
 |

|
|
| Invändig spårsvarvning | Invändig bred spårsvarvning | Axiell spårsvarvning | Invändig profilsvarvning/spårsvarvning | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
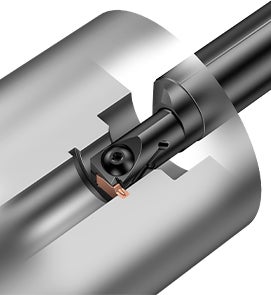
EasyFix™
Använd alltid CoroCut® QI-bommar med EasyFix™-hylsor. I hylsan sitter en fjäderbelastad kula som klickar i ett spår i bommen vilket säkerställer korrekt centrumhöjd för varje verktygskonfiguration. Metalltätningen tillhandahåller tillfredsställande funktion för skärvätsketryck upp till 150 bar.

Kodnyckel
QS™-skaft
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
CoroTurn® SL-huvud
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Svarvbom
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Snabbväxlingssystem för skaft
SL: CoroTurn® SL-skärhuvuden - Produktfamilj
- R: Verktyg i högerutförande
L: Verktyg i vänsterutförande - F/G: 0º/90º hållarutförande (skaft)
AF/AG: Svarvbom för axiell/invändig spårsvarvning
- Skärlägesstorlek, E/F/G/H/J/K
- Skärdjup (CDX)
- C: Invändig skärvätsketillförsel
- Skaft-/kopplingsstorlek
- Plan yta: DAXIN, min. diameter för första stick
Invändig: Dmin1, min. håldiameter - Plan yta: A/B-bågform
Skär
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Produktfamilj
- Skäreggsvinkel
N = neutralt skär - Skärlägesstorlek
E: 1,85–2,39 mm
F: 2,46–2,79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Skärbredd (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Skärets frontvinkel
00: Ingen vinkel, 0° - Skärets hörnradie
02: 0,2 mm
03: 0,3 mm
04: 0,4 mm
- Skärgeometri
TF: För spårsvarvning och sidsvarvning
GF: Slipat för spårsvarvning
RM: För profilsvarvning
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70