
CoroMill® 331
Universal skiv- och planfräs

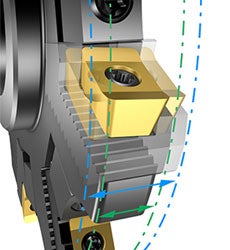
Så ställer du in bredden på en tresidigt skärande skivfräs.Inställningar
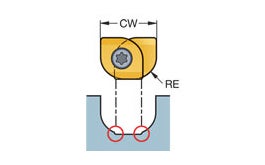
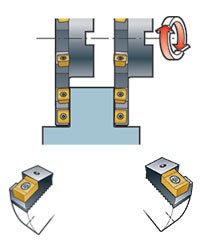
Arbeta med skär med stor hörnradie
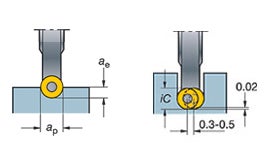
Arbeta med runda skär
För spår djupare än IC/2 rekommenderas en justering på 0,5 mm (0,020 tum) för varje kassett



Applikationstips
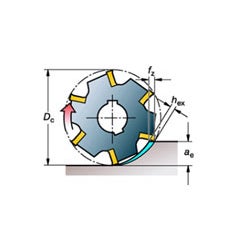
Maximal spåntjocklek
För kapnings- och spårfräsningsapplikationer är den viktigaste faktorn att komma ihåg den maximala spåntjockleken (hex).
• Förhållandet mellan ingreppet och fräsdiametern är alltid mindre än 30 %
• Använd optimalt hex med avseende på ae/DC-förhållandet, för att inte använda för låg spåntjocklekszon, så att arbetsstycket nöts i stället för skärs
• Rätt hex-värde säkerställer ett bra skärförlopp med bättre ytkvalitet och skärlivslängd

Sortval
• Använd PVD-sorter som första val för spårfräsning
• Använd CVD-sorter som första val för applikationer med tvåsidigt skärande skivfräs

Checklista för skivfräsning
Få ut så mycket som möjligt av spårfräsningen med hjälp av dessa praktiska tips.
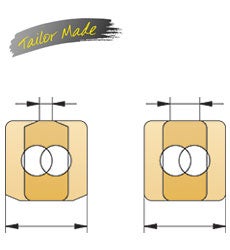
Minska överlappningsproblem
• Använd Tailor Made-skär med kortare skäregg
• Minskar förslitningen i överlappningszonen
• Bättre spånkontroll och lägre effektförbrukning med upp till 10 %
Rekommendationer
Val av fräskropp
- Fräsarna är utformade och namngivna efter applikationsområde, t.ex. tresidigt skärande, tvåsidigt skärande, bakplaning osv.
- För ett visst ar, använd minsta fräsdiameter för bästa stabilitet
- För en fast diameter, använd en fräs med högt zn för högre produktivitet
Tresidigt skärande fräs
| Fräs i högerutförande | |
| Kassett i högerutförande |
|
| Kassett i vänsterutförande | |
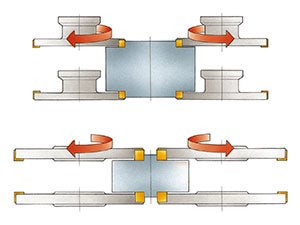
Tvåsidigt skärande fräs
| Spindelrotation R | Spindelrotation L | ||
| Fräs i R-utförande R331.52 R-kassett |
 |
Fräs i L-utförande L331.52…L L-kassett |
|
| Fräs i R-utförande R331.52…L L-kassett |
Fräs i L-utförande L331.52…R R-kassett |
||
| Fräs i R-utförande R331.52 |
Fräs i L-utförande L331.52 |
||
| Fräs i L-utförande L331.52 |
Fräs i R-utförande R331.52 |
||
Skäreggens längd
Minsta fräsbredd rekommenderas alltid vid val av tresidigt skärande skivfräs för spårfräsning. För stabil bearbetning är det viktigt att optimera överlappningen för två skär.
Välja kassett
Tvåsidigt skärande skivfräs
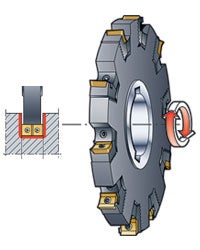
Tresidigt skärande skivfräs
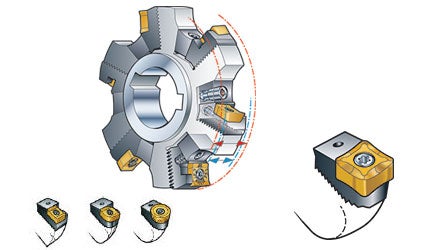
Obs! Fräsdiametern, DC, är 3,2 mm (0,126 tum) större med det åttaeggade kvadratiska skäret.
Förstaval av skär
Tresidigt skärande skivfräs 
| Grovbearbetning | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Medel | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Finbearbetning | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Rekommendationerna utgår från torra förhållanden för alla materialgrupper, utom för ISO-S där våta förhållanden rekommenderas. Överväg en PVD-belagd sort vid våta förhållanden.
Tvåsidigt och dubbelt tvåsidigt skärande skivfräs 
| Grovbearbetning | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Medel | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Finbearbetning | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Rekommendationerna utgår från torra förhållanden för alla materialgrupper, utom för ISO-S där våta förhållanden rekommenderas. Överväg en PVD-belagd sort vid våta förhållanden.
Val av geometrier
| Lätta, bra förhållanden | Sega, dåliga förhållanden | ||||
|
| |||||
| Vasshet | Seghet | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Skärdata
| Beställningskod | ISO-material | fz | hex | ||
| Startvärde | Min.-max. | Startvärde | Min.-max. | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0,17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70