
Formler och definitioner för avstickning och spårsvarvning
Hitta rätt skärverktyg för just ditt arbetsmoment, och
få rekommenderade skärdata direkt.
Det här avsnittet innehåller formler och definitioner för avstickning och spårsvarvning, som kan användas för att beräkna skärhastighet, matningshastighet eller andra parametrar som påverkar bearbetningen i en svarv eller flerfunktionsmaskin.
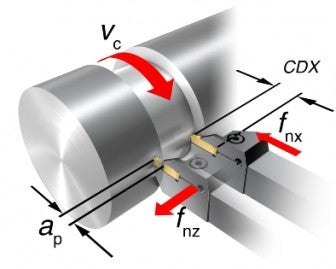
Skärhastighet, vc
Arbetsstycket roterar ett visst antal varv per minut. Det här ger en specifik skärhastighet vc (eller ythastighet) som mäts i m/min (fot/min) vid skäreggen. Normalt ställs skärhastigheten in på ett konstant värde, vilket leder till variationer i varvtalet eftersom den bearbetade diametern förändras.
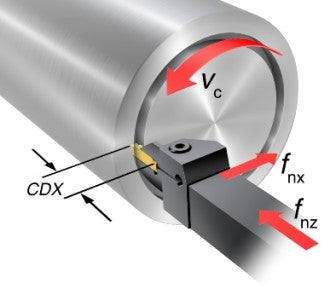
Matningshastighet,fn
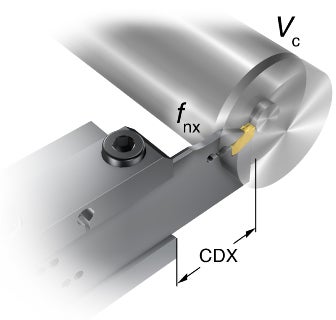
Verktygsrörelsen i X- och Z-riktningen kallas för matningshastighet (fn), eller fnx/fnz. Vid matning in mot centrum (fnx) ökar varvtalet (varv/min) tills det når maskinspindelns varvtalsgräns. När den här begränsningen överskrids minskar skärhastigheten vc för att slutligen vara 0 m/min i komponentens mitt.
Spånkontroll
Matningen har stor betydelse för spånbildningen, spånbrytningen och tjockleken. Dessutom påverkar den hur spånorna bildas i skärgeometrin. Vid svarvning eller profilsvarvning i sidled (fnz) påverkar även skärdjupet (ap) spånbildningen.
Matning (fn) och skärdjup (ap) har störst inverkan på produktiviteten.
| Symbol | Beteckning/definition | Enhet, metrisk (tum) |
|---|---|---|
| ap | Skärdjup | mm (tum) |
| vc | Skärhastighet | m/min (fot/min) |
| fn | Matningshastighet | mm/varv (tum/varv) |
| fnx | Radiell skärmatning | mm/varv (tum/varv) |
| fnz | Axiell skärmatning | mm/varv (tum/varv) |
| n | Spindelvarvtal | varv/min |
| OH | Rekommenderat överhäng | mm (tum) |
| CDX | Maximalt skärdjup | mm (tum) |
| H | Skafthöjd | mm (tum) |
| WB | Bladtjocklek | mm (tum) |
| δ | Utböjning | mm (tum) |
Så här beräknar du skärhastigheten för avstickning
Skärhastighet, vc (m/min)
Skärhastighet, vc (fot/min) 
Överhäng och avböjning, OH och δ
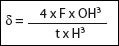
Formel för verktygsavböjning
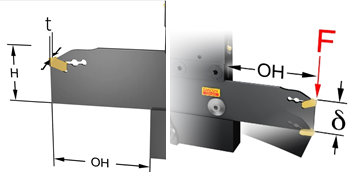
Överhäng och avböjning vid avstickning

Överhäng och avböjning vid sidsvarvning
