
Pressverktyg
 Ingenting fångar essensen av biltillverkning så väl som en präglingsstans. Varje stans innebär en enorm investering i tid, pengar och kunnande. Behovet av kortare ledtider och sänkta produktionskostnader är självklart, särskild när de nya modellernas livscykler blir allt kortare. Tillverkningen av pressverktyg kräver stor skicklighet i metallarbete – både vanlig bearbetning och avancerad skärbearbetning i gjutjärn, nodulärt gjutjärn, stål och härdade verktygsstål. Applikationsöversikt 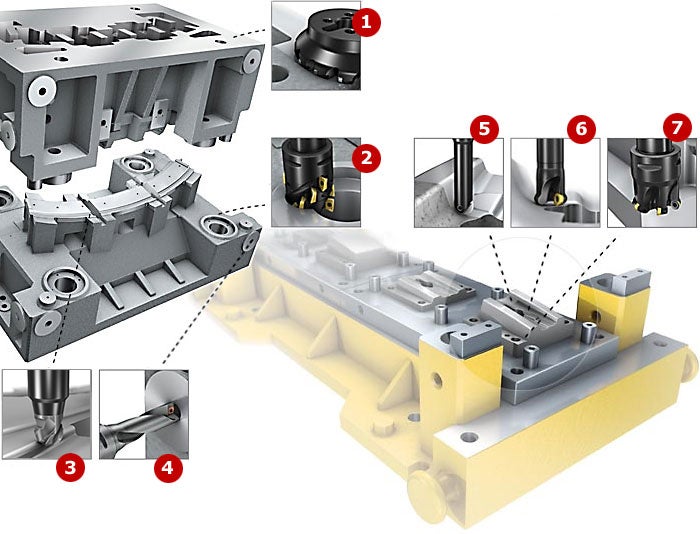 |
CoroMill® 745
Koncept med flera skäreggar, lämpligt för produktion av stora serier, för flexibla produktionslinjer och när det är viktigt att utnyttja verktyget maximalt. Det patenterade skärpositioneringssystemet ger samma lättskärande passeringar och prestanda som en positiv enkelsidig fräs, men med totalt 14 skäreggar.
CoroMill® 345
CoroMill 345 är en ny generation 45-gradiga planfräsar som är utformade för att erbjuda marknadens bästa kostnadseffektivitet. Detta avancerade verktyg är i första hand framtaget för höga prestanda vid planfräsning med små till medelstora skärdjup i stål, rostfritt stål och gjutjärn. Dess mångsidighet och långtgående optimeringsmöjligheter gör det lämpligt för allt från krävande grovbearbetningsoperationer till finbearbetning av en spegelblank yta.
CoroMill® 390 valsfräs
Mångsidig fräs för hörnfräsning med stora eller små skärdjup inom generell bearbetning. Stort produktsortiment med en mängd olika diametrar.
CoroMill® 316
Frässystem med utbytbara skärhuvuden för bättre flexibilitet och högre produktivitet plus lägre kostnader för verktyg och lagerhållning. Starkt gränssnitt mellan skärhuvud och skaft ger ökad styrka för grovbearbetning och hög styvhet för finbearbetning. Det nyligen lanserade solida hårdmetallskaftet finns i alla kopplingsstorlekar från 10 till 25 mm. Tack vare dess högre styvhet och minskade avböjning kan man bearbeta djupa fickor med längre överhäng. Dessutom får man bättre exakthet vid finbearbetningsoperationer.
CoroMill® fullradiepinnfräs
CoroMill-fullradiepinnfräsen finns nu med inbyggd Coromant Capto-koppling. Coromant Capto förbättrar verktygets modularitet och kopplingens styvhet.
CoroDrill® 880
Upp till 100 % högre produktivitet jämfört med konventionella vändskärsborr tack vare Step Technology. Fyra exakta skäreggar med wipergeometri ger utmärkt ytjämnhet. Optimerade spånkanaler ger snabbare spånavgång och hjälper till att undvika produktionsstopp. Finns i diametrar från 12,00 till 63,5 mm.
5. Finbearbetning av hårda detaljer

Skärsort GC1010
Vår nya PVD-belagda GC1010 är optimerad för grovbearbetning till finbearbetning och utgör ett perfekt komplement till våra tidigare sortprofiler. Överlägsen eggseghet, högre slitstyrka och ökade skärhastigheter vid bearbetning av härdade stål. Kan inte misslyckas med att höja produktiviteten.
CoroMill® 300
Fräs med runt skär för problemfri planfräsning, profilfräsning och bearbetning av fickor. Grovbearbetning i alla material från gjutjärn till härdat stål. De positiva skärvinklarna klarar små skärdjup och gör det möjligt att använda höga matningshastigheter även i maskiner med begränsad effekt och vid instabila förhållanden. Nu finns även skärstorlek IC20 och fräsar i diameter 66–200 mm.

CoroMill® 200
Robust planfräs och profilfräs. Erbjuder höga spånavverkningshastigheter samt hög bearbetningssäkerhet och tillförlitlighet. Tack vare starka skäreggar står fräsen pall för tuffa förhållanden med intermittenser (hål, mellanrum etc.) och/eller nötande skal (yta).
Diameterområde: 25–160 mm (1–10 tum)

CoroMilll® MH20
Högmatningsfräs, optimerad för fickfräsning av hålrum i formar upp till HRc 48, fräsning av djupa hålrum i formbottnar, bearbetning av formblockshörn samt fräsning mot skuldra med lågt ingrepp.
Diameterområde: 16–50 mm (5/8–2 tum)

CoroMilll® 415
Planfräs med hög matning för små diametrar. Det här är ett mångsidigt verktyg för ett stort antal applikationer. Det erbjuder sänkt kostnad per komponent och ökad produktivitet tack vare den höga avverkningshastigheten och det fyreggade skäret.
Diameterområde: 13–32 mm (0,5–1,25 tum)

CoroMilll® 210
Plan- och dykfräs med hög matning. Detta är ett mycket produktivt grovbearbetningskoncept som används när hög spånavverkningshastighet har högsta prioritet. Hög matningshastighet möjliggörs tack vare den spånförtunnande effekten, vilket resulterar i hög produktivitet.
Diameterområde: 25–160 mm (1–6 tum)
CoroMilll® 210
En historia från bilindustrin med ett lyckligt slut
Den börjar 1956 och slutar på tisdag klockan 10.15, lokal tid. På den tiden har bilbranschveteranen Kenneth Rooth sett bilindustrins verktyg gå från trämodeller och gipsformar till CAD-tillverkning och effektiv produktion för det 21:a århundradet.
Men precis när det verkade som om ingenjörskonsten inte kunde bli mer sofistikerad, gjorde Kenneth gemensam sak med Sandvik Coromant för att åstadkomma en minskning på 30 % av metallbearbetningstiden för pressverktyg.
Är det historia som skapas? Kanske. Sparar det pengar? Definitivt.
Biltillverkare producerar normalt över en tredjedel av sina pressverktyg lokalt. Att tillverka dessa verktyg tar tid, och eftersom det krävs cirka 750 stycken för att tillverka en bil blir det också en betydande flaskhals i produktionen. Idag har kortare ledtider, fler modeller och snävare budgetar gjort denna process ännu mer kritisk.
Kenneth Rooth visste att mycket av detta svarv- och fräsarbete utfördes av enskilda operatörer, med mycket manuell finbearbetning, vilket kräver stor skicklighet och mycket tid. Resultatet blev inte bara högre kostnader, utan även en lägre grad av standardisering. Kvaliteten och passformen för en högerdörr kunde skilja sig från en vänsterdörr om två olika operatörer programmerade maskinerna.
Sandvik Coromant fick i uppgift att hitta ett sätt att sänka kostnaderna och ledtiderna, och på samma gång höja kvaliteten. En ny process, med nya verktyg och bearbetningsprocesser tog form. Resultatet: bearbetningstiderna sänktes med över 30 %, manuell verktygspolering eliminerades helt och andelen övrig manuell bearbetning minskades radikalt.
Hur bar de sig åt?
Först ersattes snabbstålsborr med vändskärsborr, en enkel åtgärd som ökade effektiviteten betydligt. För att öka maskineffektiviteten i detaljer med långa överhäng, ersattes dom traditionella verktygen med silent tools och ett antal mallar togs fram för framtida bruk.

Kenneth Rooth
Bearbetning av pressverktyg i ny tappning
Den kanske största besparingen inom bearbetning av pressverktyg hittar vi i nya metoder för materialavverkning. Här är några exempel på åtgärder som bidrog till att göra Kenneth Rooth till en hjälte inom kostnadsminskning.
Valsfräs med runt skär istället för fullradiepinnfräs: ledtidsbesparingar vid 3D-grovbearbetning
När man grovbearbetar 3D-ytor är det vanligt att man använder en fullradiepinnfräs vid kopierfräsning med olika skärdjup. I kombination med långa överhäng från spindelnosen utsätter detta skärverktyget och maskinspindeln för onödigt hög belastning.
Genom att byta till en konturskärande verktygsväg med en rundskärsfräs kan man åstadkomma högre spånavverkningshastighet genom att dra nytta av det större antalet effektiva tänder. Ett konstant axiellt skärdjup ger en jämnare och konstant belastning på spindeln, vilket möjliggör processoptimering.
Snabbare hålbearbetning med plåthållare
Hål borras oftast med höghastighetsborrar i plåthållare av gjutjärn. Eftersom plåthållare ofta innehåller många bulthål och öljetthål etc. är den totala borrtiden normalt lång.
Genom att ersätta dessa borr med ett vändskärsborr som CoroDrill 880 kan man förbättra produktiviteten betydligt, även vid torr bearbetning.
Effektiv hålbearbetning med dykborrning i putsstål
Normalt sett görs dessa ovala hål med ett snabbstålsborr och vidgas sedan med en valsfräs.
CoroDrill 880 ersätter den kombinationen genom att använda intermittent dykborrning för att vidga hålet.
Med den här metoden avverkas 85 % av materialet på mycket kortare tid, och resten överlåts till en rund standardfräs.
Lyftfunktion
Standardlösningen är att tillverka hålet med ett snabbstålsborr, följt av en solid fräs för att öppna upp hålet.
Vi väljer istället att borra rakt ner med ett vändskärsborr (CoroDrill 880) och sedan vidga spåret med en vändbar dykfräs (CoroMill 210).
En mycket effektiv trokoidal fräsningsmetod används sedan för att snabbt ta bort så mycket material som möjligt, med stora skärdjup och på spårets smalaste del.
Borrbussningssäten
Ett effektivt och flexibelt sätt att bearbeta säten för styrbussningar är att använda rundskärsfräsen CoroMill 300, valsfräsen CoroMill 390 och CoroBore 825 för finbearbetning.
CoroMill 300 används först för planfräsningsoperation och sedan för att öppna hålet i en treaxlig spiralinterpolering.
CoroMill 390LE bearbetar sätet effektivt tack vare sin stora skärdjupskapacitet i kombination med en lättskärande bearbetning.
Önskad ytfinhetstolerans får man med precisionsuppborrningsverktyget CoroBore 825. Denna process sparar både tid och lagerplats.
I normalfallet används borrverktyg i kombination med solida fräsar för den här typen av anordning, med mycket lägre produktivitetsnivåer.
Ytbearbetning för säkerhetsbultar
Dykfräsning med CoroMill 210 kan vara ett utmärkt alternativ till en valsfräs i den här typen av arbeten, där åtkomligheten ibland är sämre och det krävs ett långt överhäng. I standardmetoderna används en snabbstålsvalsfräs.
Dykfräsningsmetoden riktar krafterna i axiell riktning, vilket är bättre ur vibrationssynpunkt vid bearbetning med långa överhäng.
Om du drar nytta av Coromant Capto-systemet med sin utmärkta stabilitet och modularitet kan du optimera din verktygsanvändning.
CoroMill 300 vid grovbearbetning av 3D-ytor.
CoroDrill 880 vid hålbearbetning med pressverktyg.
Dykborrning med CoroDrill 880.
Trokoidal fräsning med CoroMill Plura.
CoroMill 390LE vid borrbussningsbearbetning.
CoroMill 210 vid dykfräsning.

Coromant Capto®
Spara tid och pengar varje gång du byter ett verktyg för svarvning, borrning eller fräsning.
Marknadens bästa flexibilitet är extra användbar vid formverktygstillverkning. Nu är Coromant Capto ISO-certifierat.

Silent Tools
I en vibrationskänslig applikation är betydande produktivitetsförbättringar möjliga med hjälp av Silent Tools.
Vibrationsenergin absorberas i den dämpade bommen, vilket innebär att vibrationerna minimeras och skärdata kan ökas betydligt.

CoroChuck™ 930
Med marknadens bästa utdragssäkerhet är den här chucken utformad för att eliminera vibrationer. Den ger utmärkt stabilitet och åtkomlighet i alla fräs- och borroperationer.
Ett säkert sätt att bli kvitt mikrodefekter
Tester med hårdmetallborr i förbättrad konstruktion öppnar nya möjligheter när det... chevron_right
Turbinhus
Bearbetningsfördelar för höljen Att skapa värde som gynnar mekaniska verkstäder... chevron_right
Turbinhus
Bearbetningsfördelar för höljen Att skapa värde som gynnar mekaniska verkstäder... chevron_right
Vevstakar
Vevstaken överför kolvarnas linjära rörelser, vilket får vevaxeln att rotera. Vevstaken... chevron_right
