Fresamento
Visão geral do produto
Há uma ampla gama de adaptadores de fresamento Silent Tools disponíveis prontos para o uso, com acoplamentos HSK ou Coromant Capto modulares. Se nenhum de nossos adaptadores for adequado, peça uma solução especial. Os adaptadores para fresas longitudinais, com mecanismo antivibratório acoplado no maior lado da fresa e as fresas Long Edge também estão disponíveis como soluções especiais.
Fresas de topo e de facear cantos a 90 graus | Adaptadores antivibratórios para fresas de facear e de facear cantos a a 90 graus | |
| CoroMill® 390D | Adaptadores antivibratórios – Coromant Capto | Adaptadores antivibratórios – HSK |
 |  |  |
Haste cilíndrica ou acoplamento traseiro Coromant Capto | Acoplamento traseiro Coromant Capto (C4, C5, C6 e C8) | Acoplamento traseiro HSK (HSK 63 e HSK 100) |
Passos largo, fino e extra fino | Ampla gama de cabeças de corte intercambiáveis | Ampla gama de cabeças de corte intercambiáveis |
Dc: 20-40 mm (0,787-1,575 pol.) | Refrigeração interna | Refrigeração interna |
| Balanço: ≤ 5 x BD | BD: 40-80 mm (1,968-3,150 pol.) | BD: 63-100 mm (2,480-3,937 pol.) |
DMM: 16-32 mm (0,750-1,500 pol.) | DMM: 16-27 mm (0,750-1,000 pol.) | |
| Balanço: ≤ 8 x BD | Balanço: ≤ 8 x BD |
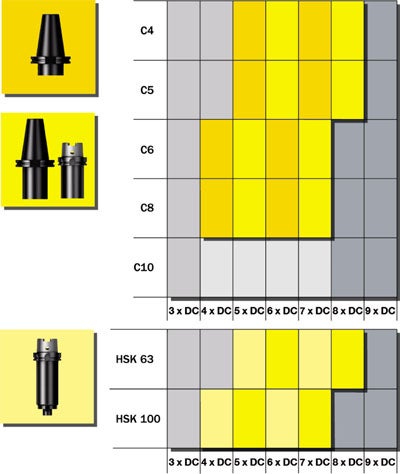
- As soluções antivibratórias de 20–40 mm (0,79–1,57 pol.) com fresas CoroMill 390 estão disponíveis no programa standard
- De 40 mm (1,57 pol) e acima, há adaptadores antivibratórios com tamanhos C4–C8 Coromant Capto, com montagem em árvore com refrigeração interna disponíveis como standard. Combinado com um suporte básico, o adaptador pode ser uma ferramenta antivibratória montada para a maioria das interfaces de máquinas
- Para máquinas com acoplamentos HSK; os adaptadores integrados estão disponíveis com a possibilidade de montagem com os suportes básicos HSK da Sandvik Coromant
- Os adaptadores de suportes MSSC também estão disponíveis no programa standard
| Diâm. do adaptador, BD | |||
| polegadas | mm | ||
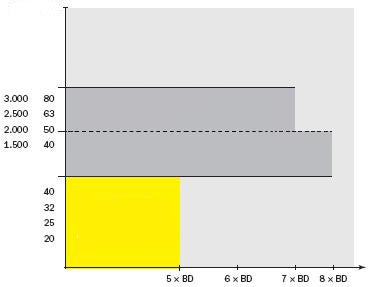 | Balanço LU/BD |
 | Produtos especiais |
 | Adaptadores Coromant Capto® e HSK para ferramentas rotativas Adaptador antivibratório para fresas de facear e fresas de facear cantos a 90 graus |
 | CoroMill® 390D Fresas de topo e fresas de facear cantos a 90 graus |
CoroMill® 390D – área de aplicação
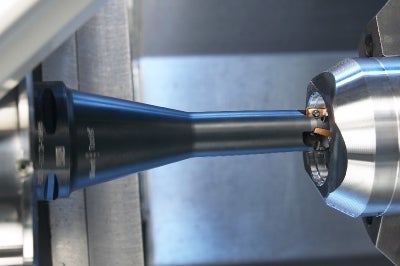
CoroMill 390D é um impulsionador de produtividade real para ferramentas longas e delgadas e trabalha bem com máquinas verticais e horizontais. As fresas são desenhadas para alcance e eficiência quando usinar próximo a mandris em máquinas multitarefas.
O programa consiste em Coromant Capto tamanhos C6, C5 e hastes cilíndricas em diâmetros 20, 25 e 32 mm (0,79, 0,94 e 1,26 pol.) com um alcance de 3–5 vezes o diâmetro de corte, DC.
- Alta estabilidade
- Amplo programa de suportes básicos
- Primeira escolha para alcance fechado
- Alta estabilidade
- Amplo programa de suportes básicos
- Fusos multitarefas integrados
- Primeira escolha para alcance aberto
- Coromant Capto® C5
- Coromant Capto® C6
- Hastes cilíndricas
- CoroChuck™ 930 para fixação segura da fresa
- Porta-pinça
Suportes básicos curtos e longos
Com uma combinação de montagem em árvore nos adaptadores e suportes básicos com comprimentos diferentes, soluções para muitas aplicações até 8 x BD estão disponíveis. Para balanços acima de 8 x BD ou quando você tem outras especificações, as soluções especiais são a melhor alternativa.
| Sem mecanismo antivibratório/sólido |  |
Solução especial |
Adaptadores antivibratórios para fresas de facear e de facear cantos a 90 graus
- Cx-391.05CD
- 392.41005CD
Principais considerações
Trabalhar com ferramentas rotativas é diferente do torneamento, pois você tem uma barra de mandrilar em uma torre rígida de ferramentas, mas a maioria das condições para as operações bem-sucedidas é a mesma:
|  |
Redução da vibração
O set-up da peça e a estabilidade da máquina são dois fatores importantes a serem considerados cuidadosamente para minimizar a vibração.
Peça
- Prenda a peça de maneira mais favorável para suportar as forças de corte que aumentam durante o processo de usinagem
- Use os conceitos de fresamento com desenho e ângulo de posição que geram forças de corte nas direções mais estáveis da peça
- Otimize a direção e a estratégia de usinagem para obter a condição de corte mais estável possível
Usinagem
- A condição da máquina tem uma grande influência na vibração. O desgaste excessivo do rolamento do fuso ou do mecanismo de avanço resultará em propriedades ruins de usinagem.
Todos os adaptadores antivibratórios são projetados para diferentes balanços e possuem mecanismos antivibratórios diferentemente ajustados. O melhor desempenho será alcançado ao usar o comprimento otimizado em vez da adição de adaptadores de extensão. Se for necessário mais de 7–8 x BD, peça um adaptador especial.
Use adaptadores antivibratórios para sua área otimizada! |
Orientações para programação
Uma regra geral para o faceamento é manter a fresa em corte constantemente, em vez de usinar vários passes no comprimento. Isto minimiza o número de entradas e saídas e mantém as pastilhas em cargas desvantajosas que podem levar à vibração.
 |  |
| Entrada por rolagem | Mantenha a fresa constantemente em contato |
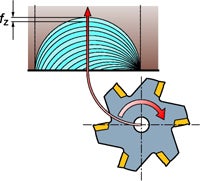
Entrada por rolagem
Faça a entrada por rolagem no corte no sentido horário para ter cavacos finos, próximo a zero na saída. Esta abordagem evitará as tendências à vibração que podem ser causadas por
uma abordagem cavaco-grosso-na-saída.
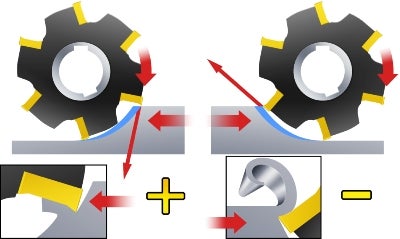
Direção de fresamento
O fresamento concordante é a primeira escolha para a maioria das operações. Em alguns casos, quando a máquina não tiver potência suficiente ou quando a peça for muito maleável, o fresamento discordante é recomendado. Porém, lembre-se de que a força de corte tende a levantar a peça durante o fresamento discordante. Isto deve ser cuidadosamente considerado quando fixar a peça.
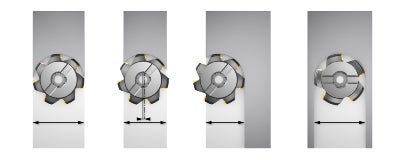
Posição e diâmetro
No faceamento em geral, o diâmetro da fresa deve ser 20-50% maior que a largura de corte e a fresa deve ser posicionada levemente fora do centro. Não posicione a fresa exatamente no centro.
Quando o diâmetro da fresa for menor que a peça, recomenda-se que a largura máxima de corte seja 60-70% o diâmetro da fresa.
No fresamento de canais em cheio, é muito importante reduzir o número de pastilhas em contato para evitar a vibração.
Fatores que influenciam a vibração
Há quatro fatores básicos que têm uma grande influência na vibração:
- Ângulo de posição/ataque e forças de corte
- Diâmetro da fresa em relação à profundidade radial de corte
- Geometria da pastilha
- Passo da fresa
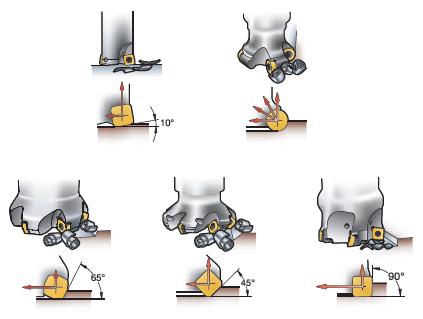
Ângulo de posição
O ângulo de posição é importante porque determina a direção das forças de corte. Quanto maior o ângulo kappa (KAPR), maior as forças de corte radiais. Escolha o conceito da fresa de acordo com o processo e a aplicação.
Quando as forças de corte radiais aumentam, você pode ver a diferença de funcionalidade entre as ferramentas com e sem mecanismos antivibratórios.
Com um ângulo de posição pequeno combinado a um balanço mais curto, a profundidade de corte máxima na fresa pode ser alcançada antes que a vibração ocorra.
Maior estabilidade da ferramenta | |||
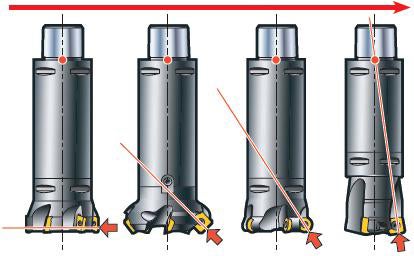 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
Diâmetro da fresa em relação à profundidade radial de corte
Um diâmetro menor da ferramenta reduzirá as especificações de potência e torque, bem como a forças de corte deflexivas. A proporção do diâmetro da fresa em relação ao contato radial precisa ser mantido menor que qualquer valor máximo.
Geometria da pastilha
A geometria da ferramenta de corte deve ser leve ou média.
Limites da Silent Tools
Altas temperaturas podem danificar a função do sistema antivibratório. Use refrigeração a ar ou interna quando possível. O n (rpm) extremo também pode reduzir a função do sistema antivibratório.
Passo da fresa
Quando múltiplas pastilhas estão em contato com o material, o risco de vibração aumenta. Se você estiver trabalhando com profundidades de corte abaixo da profundidade crítica para a vibração, é mais produtivo usar um número maior de pastilhas. Trabalhe com o contato radial e o passo da fresa para encontrar o melhor desempenho. Em muitos casos, um passo largo é a melhor escolha para usinagem produtividade com ferramentas antivibratórias.
Fresa com passo diferencialAs forças harmônicas causam vibração, portanto, uma fresa de passo diferente é uma maneira eficiente de minimizar a vibração. Ela quebra as forças harmônicas e aumenta a estabilidade, além de ser especialmente útil quando o ae for alto e você tem balanços longos. | 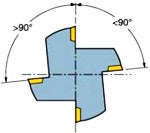 |
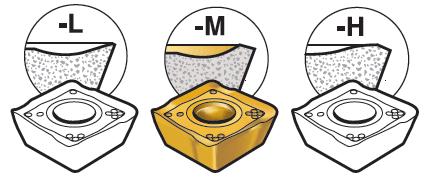
| Passo largo -L | Passo fino -M | Passo extra fino -H | ||
 |  |  | ||
| Fresa com passo diferencial e número de pastilhas reduzido. Primeira escolha para operações instáveis devido às menores forças de corte. | Fresa com passo uniforme ou diferencial, dependendo do conceito, com número médio de pastilhas. Primeira escolha para desbaste em condições estáveis. | Fresa com passo uniforme com número máximo de pastilhas. Primeira escolha para alta produtividade com baixo ae (mais de uma aresta em contato). |
Dicas
Geometrias e classes de pastilha
Escolha um arredondamento de pastilha pequeno (ER). Passe de uma cobertura espessa para uma fina. Se necessário, use pastilhas sem cobertura. Use pastilhas vivas e positivas com capacidade de formação de cavacos.
Ângulo de posição
Quanto menor o ângulo de posição, mais fino o cavaco e mais longe da aresta de corte ele irá. Isto possibilita o alto avanço por dente. Um ângulo de posição menor também irá direcionar a força de corte na direção axial e reduzirá o risco de vibração.
Passo da fresa
Em muitos casos, um passo largo é a melhor escolha para usinagem produtividade com ferramentas antivibratórias. Use uma fresa de passo largo para desacelerar as mudanças nas direções da força de corte. Reduzir a quantidade de pastilhas, geralmente, permite um aumento significativo na profundidade de corte axial.
Avanço por dente
Um avanço mais alto por dente pode fornecer uma pré-carga constante no fuso da máquina-ferramenta e evitar o uso de folga nos rolamentos.
Como alcançar o Q máximo
Se possível, escolha ae entre 60% –80% como valor inicial. Reduza o número de pastilhas para maximizar Q. Isto é particularmente importante quando usar contato de canal em cheio.
Escoamento de cavacos
Use ar comprimido para evitar o recorte dos cavacos. Isto é especialmente importante ao fresar cavidades profundas. Observe que a fresa de passo largo terá mais espaço para escoar os cavacos.
Entrada e saída
Evite situações em que a linha central ou a fresa está alinhada com a aresta da peça. Em situações como esta, a pastilha deixa o corte quando a espessura do cavaco é a maior possível, o que gera choques com cargas muito altas na entrada e na saída.