
CoroCut® QI
Otimizada para usinagem de canais internos e frontais em pequenos diâmetros
Como escolher a ferramenta de usinagem de canais frontais
Curva A- ou B
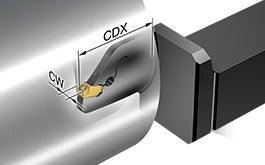
Largura da pastilha (CW)
Use a pastilha e a ferramenta mais largas que podem ser usadas para seu canal. Um suporte mais largo tem maior rigidez e propicia maior estabilidade.

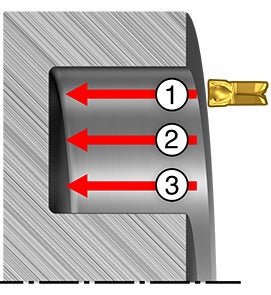
Profundidade máxima de corte (CDX)
Use sempre uma ferramenta com a menor profundidade de corte possível (CDX) para atingir a máxima estabilidade.

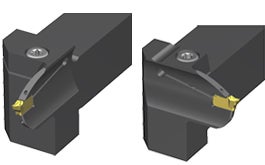
Faixa de diâmetro do primeiro corte (DAXIN e DAXX)
Use a ferramenta para o maior diâmetro que se adequa ao seu canal. Uma ferramenta para um diâmetro maior é menos curva, e portanto mais rígida e estável. Ela também propicia melhor controle de cavacos.

Dicas de aplicação
Métodos de usinagem de canais internos
Dependendo da aplicação, existem algumas estratégias diferentes a serem consideradas para a usinagem de canais internos.
Saiba mais sobre como aplicar o desbaste com trajetória de ferramenta não linear, desbaste com avanço radial, desbaste com torneamento lateral e acabamento, entre outras considerações importantes.
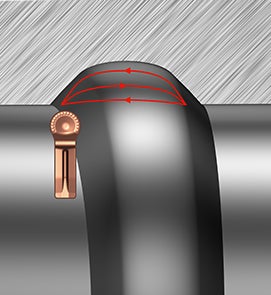
Métodos de usinagem de canais frontais
Dependendo da aplicação, há algumas estratégias diferentes a serem consideradas quando se faz a usinagem de canais frontais.
Saiba mais sobre como aplicar desbaste com avanço axial, desbaste com torneamento lateral e acabamento, entre outras considerações importantes.
Balanço
Para evitar vibrações, o set-up deve ter o balanço mais curto com a geometria de corte mais leve.
Recomendações
Geometrias

| 
| 
| |
| -GF | -TF | -RM | |
| Aplicação: |
|
|
|
| Características: |
|
|
|
Classes
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Materiais: | ISO S, M e N | ISO P, M, K e S | ISO P e M | ISO P, M e S | ISO N e S |
| Características: |
|
|
|
|
|
| Geometrias: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Primeira escolha em geometrias e classes
 |
|
 |

|
|
| Canal interno | Canal interno largo | Canal frontal | Perfilamento interno/face | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
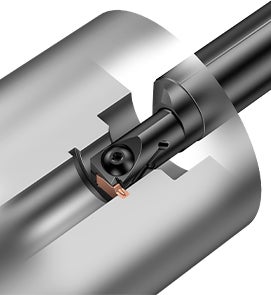
EasyFix™
Use sempre barras de CoroCut® QI com pinças EasyFix™. Um êmbolo de mola montado na luva encaixa em um canal na barra para garantir a altura correta do centro para cada set-up da ferramenta. A vedação metálica oferece bom desempenho para pressões de refrigeração de até 150 bar.

Chave de código
Hastes QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Cabeça CoroTurn® SL
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Barra de mandrilar
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Sistema de troca rápida de hastes
SL: Cabeças de corte CoroTurn® SL - Família de produtos
- R: Ferramenta direita
L: Ferramenta esquerda - F/G: 0º/90º estilo suporte (hastes)
AF/AG: Barra de mandrilamento para usinagem de canais internos e frontais
- Tamanho do assento da pastilha, E/F/G/H/J/K
- Profundidade de corte (CDX)
- C: Através de refrigeração
- Tamanho da haste/acoplamento
- Face: DAXIN, diâmetro mínimo para o primeiro corte
Interno: Dmin1, diâmetro mínimo do furo - Face: Tipo de curva A/B
Pastilhas
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Família de produtos
- Ângulo de aresta de corte
N = pastilhas neutras - Tamanho do assento da pastilha
E: 1,85-2,39 mm
F: 2,46-2,79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Largura da pastilha (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Ângulo frontal da pastilha
00: Sem ângulo, 0° - Raio de canto da pastilha
02: 0,2 mm
03: 0,3 mm
04: 0,4 mm
- Geometria da pastilha
TF: Para usinagem de canais e torneamento lateral
GF: Retificada para usinagem de canais
RM: Para perfilamento
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant do Brasil S.A
+551146803536