
Usinagem de canais internos
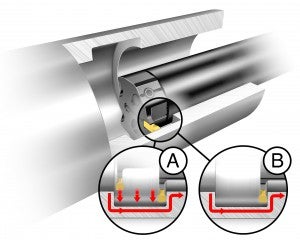
Os longos balanços e o escoamento de cavacos insatisfatório são dois desafios na usinagem de canais internos. Os longos balanços podem causar problemas com deflexão e vibrações. As vibrações e o escoamento de cavacos insatisfatório podem quebrar a pastilha. As dificuldades no escoamento de cavacos também podem levar ao acabamento superficial insatisfatório. O processo de usinagem de canais internos mais comum é a usinagem de canais radiais, porém, também é possível usar usinagem de canais múltiplos (A) e torneamento em mergulho (B).
Dicas de aplicação da usinagem de canais internos
- A refrigeração de precisão com alta vazão melhora o controle e o escoamento de cavacos
- Uma barra menor melhora o escoamento de cavacos, mas reduz a estabilidade
- Para evitar vibrações, o set-up deve ter o menor balanço possível com a geometria de corte mais leve possível
- A vibração pode ser evitada ao usar vários cortes com uma pastilha mais estreita. Termine com uma operação de acabamento (consulte a ilustração (A) à direita)
- Um canal interno também pode ser usinado com um corte único seguido por torneamento em mergulho (B). Comece pelo fundo e usine de trás para frente do furo a fim de obter o melhor escoamento de cavacos
- Use raios de canto e largura de pastilha menores para forças de corte mais baixas
- Para a usinagem precisa com menor vibração e altura precisa, use uma solução de fixação desenvolvida para este fim, como as buchas EasyFixTM
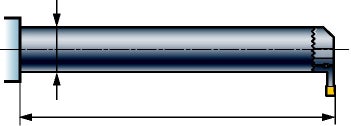
Para balanço 5-7xD, use barras antivibratórias reforçadas com metal duro
L = 5−7xD
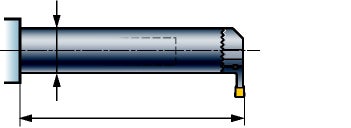
Para balanço 3−6xD, use barras antivibratórias ou de metal duro
L = 3−6xD
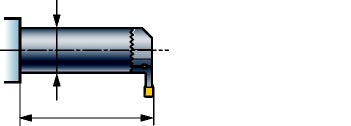
Para balanço inferior a 3xD, use barras de aço
L ≤ 3xD
Estratégias de usinagem de canais internos
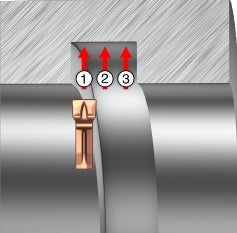
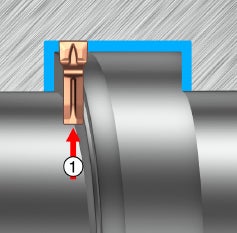
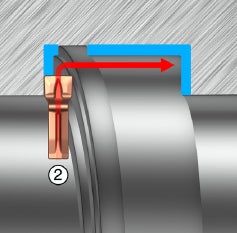
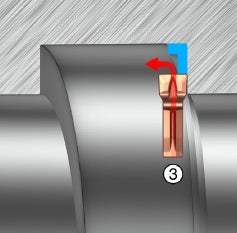
Desbaste com avanço radial
Comece sempre mais perto do fundo do furo (1) e vá para fora para dar espaço para os cavacos. Use o avanço recomendado. Os outros cortes (2 e 3) devem ser de 0,5-0,8 × largura da pastilha. Como a força de corte será menor neste ponto, você pode aumentar o avanço em 30-50%.
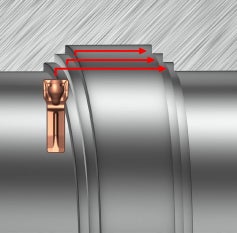
Desbaste com torneamento lateral
O torneamento lateral propicia melhor controle e quebra de cavacos. Comece o mais perto possível do fundo do furo e usine para fora até a entrada. Não avançar de e contra o ombro, deixar degraus de 0,2 mm (0,008 polegada) entre os passes.
O torneamento lateral é um processo mais estável do que o corte com avanço radial, ele gerará forças radiais menores que provocam vibrações. Esteja ciente de que o torneamento lateral é menos produtivo do que o corte radial devido à menor profundidade de corte (ap).
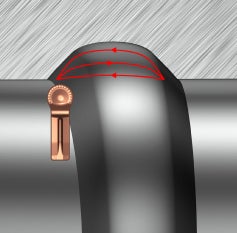
Desbaste com trajetória não linear de ferramentas
O percurso não linear da ferramenta fornece bom controle de cavacos e da vida útil da ferramenta. O desgaste da pastilha é distribuído ao longo de uma grande parte da aresta de corte. A geometria -RM é ideal para caminhos de ferramentas não lineares. O torneamento não linear é útil quando o fundo da peça tem raios grandes.
Acabamento
É sempre difícil conseguir um bom controle de cavacos no acabamento, especialmente quando se trata de usinagem de filetes. É importante separar o material que deve ser removido fazendo três cortes.
- Faça o primeiro corte próximo ao raio do canto mais próximo ao fundo do furo.
- Inicie o segundo corte o mais próximo possível do fundo do canal e usine até o raio do canto no diâmetro interno.
- O terceiro corte termina a parede do canal mais próximo da entrada do furo e do raio do canto.
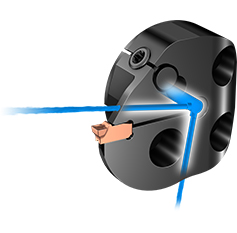
Refrigeração interna
Use ferramentas para usinagem de canais internos com refrigeração interna mesmo que a pressão máxima da refrigeração em sua máquina seja baixa. A refrigeração melhora o escoamento de cavacos e diminui o risco de entupimento do cavaco no canal, especialmente em canais profundos em um furo. Para conseguir um melhor escoamento de cavacos, use a maior pressão possível de refrigeração.
Torneamento interno
As operações de torneamento interno usinam o diâmetro interno da peça. Os longos... chevron_right
Usinagem de canais externos
Para a usinagem de canais, o objetivo é a alta produtividade. a usinagem de canais... chevron_right
Cortes e canais
Em cortes e canais, a segurança do processo e a produtividade são dois aspectos importantes.... chevron_right
Usinagem de canais frontais
Ao fazer um canal axial na face de uma peça, é importante escolher as ferramentas... chevron_right
