
CoroMill® MH20
Fresamento de bolsões com alto avanço
Instruções
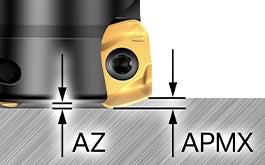
Profundidade máxima de corte (APMX)
A profundidade máxima de corte é:
IC06: 0,8 mm (0,031 pol)
IC08: 1,3 mm (0,051 pol)
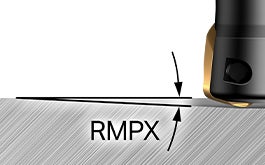
Ângulo de rampa (RMPX)
Os ângulos de usinagem em rampa são:
IC06: 3,6°-10,1°
IC08: 1,7°-10,7°

Raio de programação (REEQ)
Os raios de programação são:
IC06: 2,0 mm (0,079 pol)
IC08: 2,5 mm (0,098 pol)
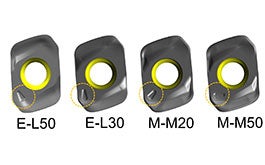
Marcação de geometrias
As pastilhas têm uma marcação proeminente para diferenciar as geometrias.
Dicas de aplicação
Três chaves para uma rampa de sucesso
A usinagem em rampa é uma maneira eficiente de abordar a peça de trabalho ao usinar bolsões. Há três importantes considerações que precisam ser aplicadas corretamente para o sucesso de operações de usinagem em rampa. Encontre os dados de corte na seção de recomendações abaixo ou leia mais sobre rampas em nossa página de conhecimento.
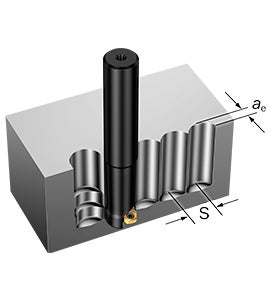
Fresamento em mergulho
Em uma operação de fresamento em mergulho, você deve usar um passo extrafino para garantir um contato multidentes. Saiba mais dicas importantes para operações bem-sucedidas de fresamento em mergulho. Encontre os dados de corte na seção de recomendações abaixo ou leia mais sobre furação em mergulho em nossa página de conhecimento.
Recomendações
Chaves de código
Fresa
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Fresamento
- Alto avanço
- Família = 2
- Versão = 0
- Fresas em polegadas
- R = Versão direita
- DCX
- Tipos de acoplamento
A/O = Cilíndrico (métrico/polegada)
Q/R = Árvore (métrica/polegada)
EH = Adaptador EH
- Tamanho do acoplamento
- Tamanho da pastilha
- Passo: L/M/H
Pastilha
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Fresamento
- Alto avanço
- Família = 2
- Versão = 0
- Tamanho da pastilha
- Espessura
- Raio de programação
- Qualidade da aresta
E: Periférica retificada
M: Prensagem direta
- Geometria
- Classe
Geometrias
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Geometria periférica retificada | Geometria periférica retificada | Geometria diretamente prensada | Geometria diretamente prensada |
| ISO S e M | ISO S e M | ISO P e H | ISO P |
|
|
|
|
Dados de corte, recomendações de avanço
| Área ISO | Classe | Tamanho da pastilha | Geometria | fz, valor inicial (min-máx) | |
| mm/z | pol./z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Dados de corte, recomendações de velocidade de corte
| Área ISO | Classe | vc, (mín-máx) | |
| m/min | pés/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
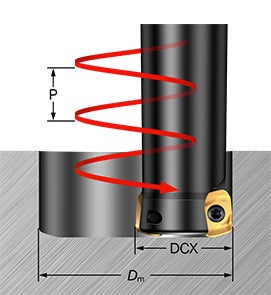
Usinagem em rampa helicoidal
| Fresas métricas (DCX) | Fresas em polegadas (DCX) | Pastilhas IC06 | Pastilhas IC08 | ||||||
| ap máximo 0,8 mm (0,031 polegada) | ap máximo 1,3 mm (0,051 polegada) | ||||||||
| Ângulo máximo de usinagem em rampa (RMPX) | Máx Dm | Dm mín plano | Min Dm | Ângulo máximo de usinagem em rampa (RMPX) | Máx Dm | Dm mín plano | Min Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Fresamento em mergulho
Balanço L ≤ 3×D
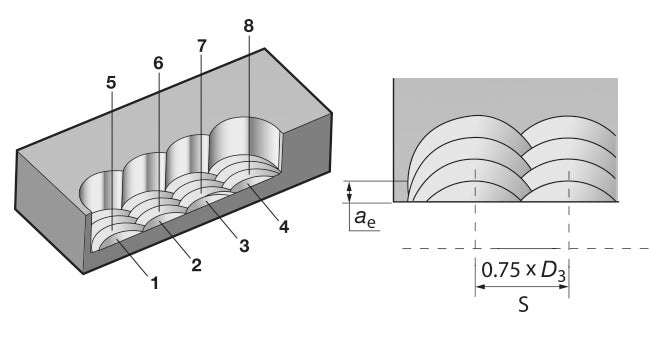
Nota! S deve ser ≤ 20 mm
| IC | ae máx, mm (polegada) | Avanço, mm/z (pol/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Balanço L ≥ 3×D
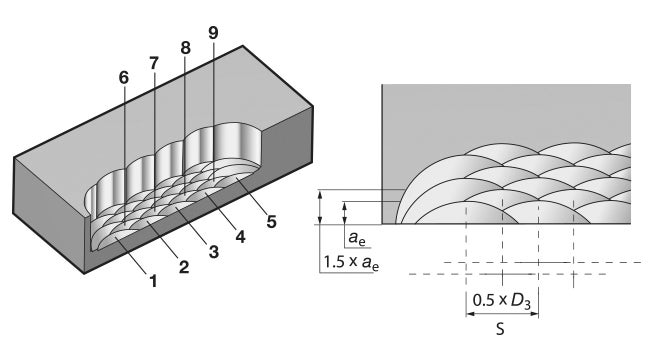
Nota! S deve ser ≤ 20 mm
| IC | ae máx, mm (polegada) | Avanço, mm/z (pol/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant do Brasil S.A
+551146803536