
Perfilamento
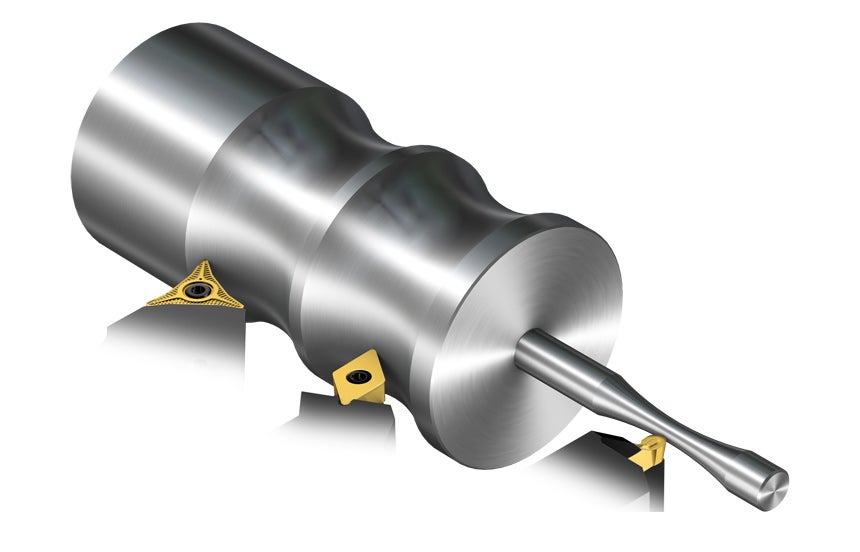
O perfilamento é usado para usinar canais complexos. O acesso aos canais muitas vezes pode ser um desafio. O acabamento superficial e a integridade da superfície são fatores importantes. Por exemplo, muitas peças de motor aeroespacial contêm canais complexos com acesso difícil e a precisam de acabamento superficial excepcional. O formato e o material (geralmente materiais difíceis de trabalhar) destas peças tornam a usinagem de canais a melhor solução.
Peças com canais complexos em materiais difíceis de usinar geralmente têm uma produção muito cara. A garantia da segurança do processo pode ser um desafio devido à dificuldade de acessar os canais e ao trabalho com materiais de perfil complexo. Ao usinar peças com perfis complexos, procure pastilhas que tornem a usinagem de canais com perfilamento mais eficiente. Substitua as ferramentas convencionais de versão direita e esquerda por uma ferramenta simples para minimizar o número de ferramentas necessárias. Isso resulta em menos trocas de ferramentas e mais espaço na torre. Usar pastilhas para perfilamento normalmente é uma boa maneira de remover grandes quantidades de material em um curto período.
Perfilamento de canais
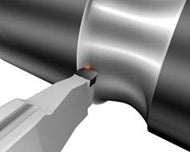
Cavacos enroscados na peça
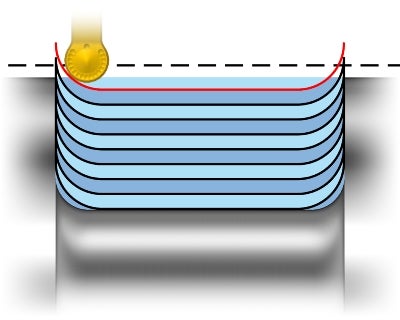
Os cavacos enroscam na peça ao usar pastilhas redondas para furação em mergulho ou perfilamento nos cantos. Um raio da pastilha grande cria altas pressões de corte, o que significa que o avanço precisa ser reduzido. Porém, se o avanço for muito reduzido, pode ocorrer vibração. Para reduzir o problema de vibração, o diâmetro da pastilha deve ser o menor possível se comparado ao raio que é gerado. Se for necessário usar o mesmo raio da pastilha em vários canais diferentes, use microparadas para produzir cavacos curtos e evitar vibrações.
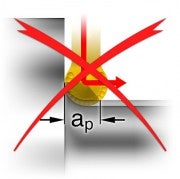
Raio da pastilha = raio da peça
Não recomendado
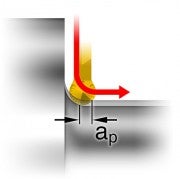
Raio da pastilha < raio da peça
Recomendado
n1
n2
f = cortes paralelos – espessura máx. de cavacos 0,15 – 0,40 mm
(0,006-0,016 pol.)
f = raio do mergulho – máx 50% do f
n1
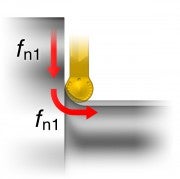
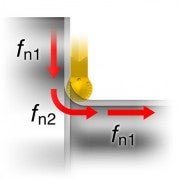
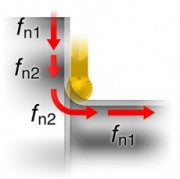
Perfilamento/abertura de bolsões – torneamento trocoidal em materiais HRSA
- Faça a entrada por rolagem no corte com avanço reduzido
- Aumente o avanço para o fn máx. para cortes lineares
- Faça a saída por rolagem do corte com avanço reduzido
n f máx. reduzido | n f máx. | n f máx. reduzido |
 |
Usinagem de canais externos
Para a usinagem de canais, o objetivo é a alta produtividade. a usinagem de canais... chevron_right
Cortes e canais
Em cortes e canais, a segurança do processo e a produtividade são dois aspectos importantes.... chevron_right
Soluções para usinagem de canais
A usinagem de canais em peças do setor de energia exige ferramentas versáteis e rígidas... chevron_right
Canais em anéis de vedação API
Os canais de anéis de vedação são característicos em muitas peças do setor de petróleo... chevron_right
