
T-Max® P
Toczenie zewnętrzne dużych i średnich przedmiotów z wysoką produktywnością

Gniazdo płytki
Gniazdo płytki należy czyścić i kontrolować pod kątem uszkodzeń i zapewniania odpowiedniego podparcia dla krawędzi skrawających
Płytki podporowe i ich gniazda
Należy upewnić się, czy naroża płytki podporowej nie zostały odłamane podczas obróbki lub obsługi oraz czy w gniazdach zabezpieczonych płytką podporową nie utworzył się narost

Powierzchnie styku
Sprawdzić powierzchnię podparcia i powierzchnie styku, upewniając się czy nie są uszkodzone lub zanieczyszczone.

Mocowanie
Ważne jest, aby podczas wykonywania wytaczania zapewnić najlepsze możliwe mocowanie. W przypadku braku podparcia zwiększony zostaje wysięg, co może prowadzić do powstawania drgań.

Wskazówki dotyczące zastosowań
Zapobieganie zakleszczaniu się wiórów
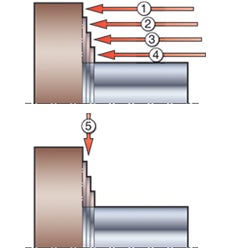
Po wykonaniu przejść do czoła stopnia o większej średnicy (przejścia 1 – 4) zatrzymać się przed przejściem nadającym ostateczny wymiar. Aby uniknąć zakleszczania się wiórów, utrzymywać taki sam posuw podczas wszystkich tych przejść. Ostatnie przejście (5) na powierzchni czołowej odsadzenia powinno zostać wykonane w kierunku promieniowym, od średnicy zewnętrznej ku osi obrotu.

Jak uniknąć drgań?
Aby uniknąć drgań zalecane jest użycie obrabiarki z dwoma głowicami rewolwerowymi, górną i dolną. Takie ustawienie spowoduje wyrównanie sił i ustabilizowanie przebiegu obróbki, dzięki czemu można będzie uniknąć drgań i ugięcia obrabianego przedmiotu.
Zalecenia
Typ płytki i mocowania
Obróbka zewnętrzna
| Obróbka wykończeniowa | Obróbka średnia | Obróbka zgrubna | |
| Kształt płytki | C | C | C |
| Wielkość płytki | 12 | 12 | 12 |
| Kąt przystawienia | 95° | 95° | 95° |
| Mocowanie | Dźwigniowe | Dźwigniowe | Dźwigniowe |
Obróbka wewnętrzna
| Obróbka wykończeniowa | Obróbka średnia | Obróbka zgrubna | |
| Kształt płytki | C | C | C |
| Wielkość płytki | 12 | 12 | 12 |
| Kąt przystawienia | 95° | 95° | 95° |
| Mocowanie | Dźwigniowe | Dźwigniowe | Dźwigniowe |
Gatunek płytki
| Warunki obróbki | P | M | K | S | H |
| Dobre | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Przeciętne | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Trudne | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Geometria płytki
| Rodzaj obróbki | P | M | K | S | H |
| Obróbka wykończeniowa | -PF | -MF | -KF | -SF | S01525 |
| Obróbka średnia | -PM | -MM | -KM | -SM | S01525 |
| Obróbka zgrubna | -PR | -MR | -KR | -SMR | S02035 |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347