
CoroTap® 300
CoroTap 300 to seria gwintowników ze śrubowymi rowkami wiórowymi odpowiednich do gwintowania otworów nieprzelotowych o głębokości do 3 × D. Istnieją różne kąty pochylenia linii śrubowej, odpowiednie do różnych zastosowań. Asortyment obejmuje gwintowniki uniwersalne do różnych materiałów oraz gwintowniki zoptymalizowane pod kątem określonych materiałów i zastosowań. W ramach oferty rozwiązań niestandardowych dostępne są narzędzia Tailor Made oraz zaawansowane narzędzia niestandardowe.
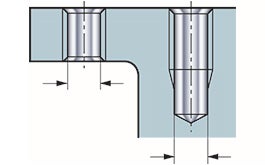
Otwór
Do podstawowego obliczenia wielkości otworu należy stosować odpowiednie wzory dla gwintowników.
D = średnica otworu (mm, cale)
TD = nominalna średnica gwintu (mm, cale)
TP = skok gwintu (mm, cale)

Podzespół
Analizując warunki wstępne obróbki wiertarskiej, należy zwrócić uwagę na materiał, z którego jest wykonany obrabiany przedmiot, kształt przedmiotu i wielkość partii

Obrabiarka
Wpływ obrabiarki: Zawsze należy uwzględnić:

Systemy mocowania
Konstrukcja oprawki CoroChuck™ 970 zapewnia stabilność i precyzję gwintowania dowolnych materiałów. Zwiększa trwałość gwintowygniataka, poprawia jakość powierzchni i gwarantuje najwyższe bezpieczeństwo obróbki.

Chłodziwo
Chłodziwo ma kluczowe znaczenie dla odpowiedniego przebiegu gwintowania. Sposób podawania chłodziwa wpływa na przebieg odprowadzania wiórów, jakość gwintu i trwałość narzędzia.

Kluczowe czynniki sukcesu podczas gwintowania
Aby zapewnić odpowiedni przebieg gwintowania i dobrą jakość gotowego przedmiotu, należy postępować według przedstawionych tu kroków.
Typ nakroju gwintownika
Wybór najbardziej odpowiedniego typu nakroju gwintownika dla danego zastosowania zależy od rodzaju gwintowanego otworu. Dostępne są dwa typy nakroju: C i E.

Jaki gwintownik i prędkość skrawania należy wybrać?
Ogólne prędkości można znaleźć w katalogu, prędkość zalecaną należy potraktować jako bezpieczny punkt wyjścia
Użyteczne aplikacje


Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347