

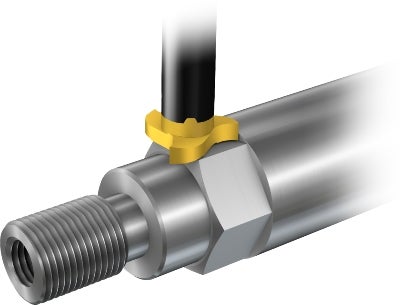
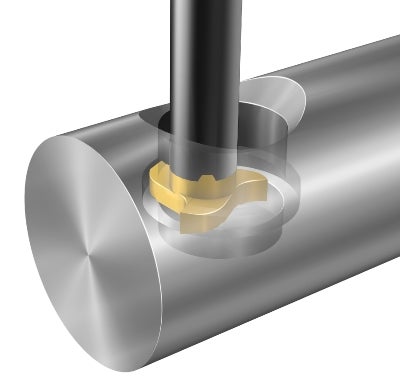
Uniwersalny frez, który można stosować do wykonywania różnego rodzaju rowków, gwintów i fazowań, obróbki elementów mimośrodowych, np. obudów skrzyni biegów oraz masywnych przedmiotów, głównie na centrach obróbkowych i poprzez uchwyty napędzane w tokarkach.
Korzyści
- Małe siły skrawania
- Ostre krawędzie do wykonywania rowków wysokiej jakości bez zadziorów
- Model wieloostrzowy sprzyjający produktywnej, ekonomicznej obróbce
- Duży asortyment trzonków o różnych długościach i średnicach
- Duży asortyment płytek do np. rowków pod pierścienie osadcze, uszczelki typu o-ring oraz do kanałków i gwintów
Cechy
- Różnej długości stalowe i węglikowe trzonki z chwytem Weldon
- Chwyty pełnowęglikowe i stalowe różnej długości, zapewniające stabilne ustawienie i wysoką produktywność
- Geometrie płytek i jeden gatunek do wszystkich materiałów z wyjątkiem grupy ISO H
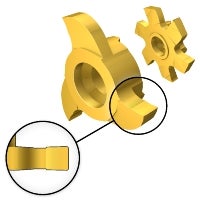
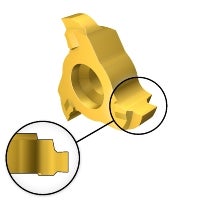
- Bezpieczne zamocowanie płytki
- Wewnętrzne podawanie chłodziwa
- Płytki o trzech lub sześciu ostrzach
- Ostre, precyzyjnie szlifowane płytki
- Możliwość wykonania gwintów o różnej podziałce za pomocą jednego narzędzia
Zastosowania
- Podziałka/skok 1-4.5 mm (24-5 zwojów/cal)
- Zarys V 60° (niepełny zarys)
- Metryczny 60° (pełny zarys)
- Whitworth 55° (pełny zarys)
- UN 60°
- Frezowanie rowków pod pierścienie osadcze
- Frezowanie gwintów
- Frezowanie rowków
- Fazowanie, zarówno z przodu, jak i od tyłu
Obszar zastosowań wg ISO





Asortyment produktów
| Wykonywanie rowków zwykłych i rowków pod pierścienie osadcze | Rowki pod pierścienie osadcze z fazowaniem | Wykonywanie rowków o pełnym promieniu | Fazowanie | Gwintowanie |
 |  | 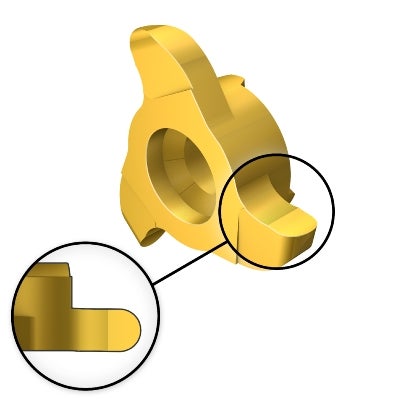 | 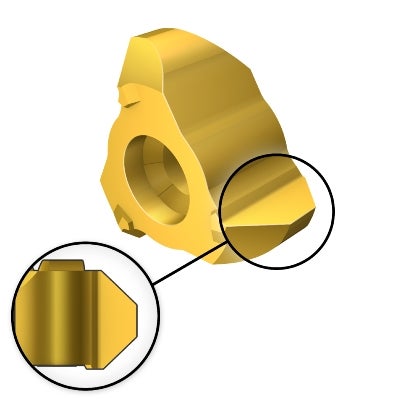 | 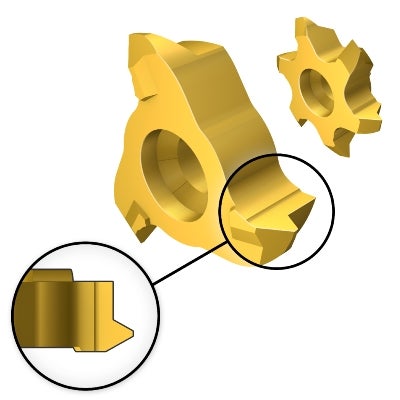 |
Dostępne są narzędzia specjalne o innych zarysach - prosimy o kontakt z przedstawicielem Sandvik Coromant.
Zalecenia
Dla zapewnienia lepszej jakości wykonania należy zawsze:
- Oczyścić gniazdo przed osadzeniem płytki
- Obciążyć wstępnie gniazdo płytki
- Zastosować prawidłowy moment dokręcenia płytki
Programując wartość posuwu, aby nie przekroczyć zalecanego zakresu, należy wziąć pod uwagę różnicę między posuwem podawanym dla osi obrotu i dla obwodu narzędzia. Należy zadbać o zaprogramowanie kompensacji w promieniowej, co zapewni prawidłowy posuw.
CoroMill 327 jest używany z trzonkami stalowymi lub węglikowymi dostępnymi w czterech średnicach i długościach od 74 do 160 mm (3.150-6.299 cala).
- Trzonki stalowe są przeznaczone do frezowania ogólnego w dobrych warunkach
- Trzonki węglikowe zapewniają mniejsze ugięcie narzędzia, umożliwiają zastosowanie dłuższego wysięgu oraz obróbkę w trudniejszych warunkach z minimalnymi drganiami
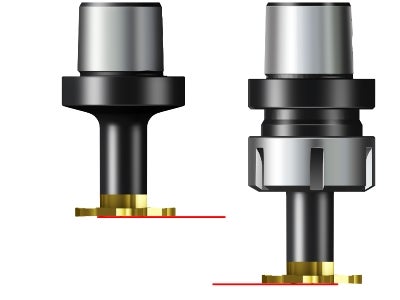
Uchwyty Coromant Capto® w wersji krótkiej oraz zintegrowane oprawki z tuleją zaciskową ER są również dostępne dla narzędzi z napędem do tokarek. Zintegrowane oprawki z tuleją zaciskową ER w wielkościach ER11–ER16 można również stosować w obrabiarkach z przesuwną głowicą.
Użycie adaptera ze złączem Coromant EH po stronie obrabiarki umożliwia zastosowanie CoroMill® 327 w wielu różnych zespołach narzędziowych do obróbki różnych detali przedmiotu obrabianego i realizacji wyzwań związanych z obróbką. Adapterów tych można używać razem z chwytami cylindrycznymi Coromant EH oraz oprawkami CoroChuck® 930.

CoroMill® 328
Uniwersalny frez, który może być stosowany do wykonania różnego rodzaju rowków, gwintów... chevron_right
CoroMill® 326
Uniwersalny i ekonomiczny, miniaturowy frez z trzema krawędziami skrawającymi do... chevron_right
CoroMill® 331
CoroMill 331 to uniwersalny frez tarczowy, zapewniający dużą precyzję w różnych... chevron_right
CoroMill® MH20
Uniwersalna koncepcja, nadająca się do wszelkiego rodzaju operacji frezowania, pomaga... chevron_right
