
CoroMill® 745
Frez na płytki wieloostrzowe zapewniający najwyższą opłacalność produkcji
Instrukcje
Gniazdo płytki
Ustawienie płytki zapewnia szybkość i łatwość jej wymiany i obracania.
Pięciokątny kształt płytki i sposób osadzenia w gnieździe sprawia, że płytka pozostaje w gnieździe w czasie wymiany aktualnie skrawającego ostrza. Ustawienie wstępne - w kierunku powierzchni podporowych.

Płytka
Zadbać o prawidłowe ustawienie płytki przed dokręceniem śruby. Ostrza skrawające są ponumerowane od 1 do 14, co ułatwia ustawienie płytki.
Moment dokręcania śrub mocujących płytki: 12 Nm (106 cal-funt). Użyć klucza dynamometrycznego.

Podziałka
Do obróbki w zwykłych warunkach wybrać głowicę z podziałką M.
Podziałka H nadaje się do obróbki z wysoką produktywnością w stabilnych warunkach.
Podziałka MD stanowi pierwszy wybór w obróbce przedmiotów, dla których wzrasta ryzyko wzbudzenia drgań i przy małej sztywności mocowań.
Wskazówki dotyczące zastosowań
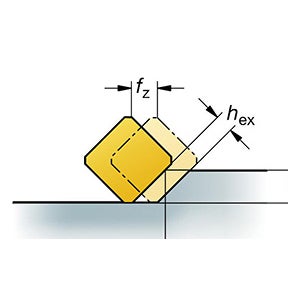
Maksymalna grubość wiórów
Przy maksymalizacji wydajności produkcji należy wziąć pod uwagę wartość hex. Wyliczenie parametrów skrawania w oparciu o właściwą wartość hex gwarantuje prawidłowy przebieg skrawania, lepszą jakość wykończenia powierzchni i dłuższą trwałość.

Formowanie wiórów
Prawidłowe formowanie i odprowadzanie wiórów stanowi klucz do uzyskania wysokiej jakości obróbki frezarskiej. Dowiedz się więcej o formowaniu wiórów i pamiętaj o złotej zasadzie: wiór na wejściu ostrza powinien być grubszy niż na wyjściu.
Zalecenia
Parametry skrawania
| Geometria | Gatunek | CoroMill® 745 z kątem przystawienia 42° | CoroMill® 745 z kątem przystawienia 25° | |||||||||||
| fz [posuw/ostrze] | fz [wartość hex] | fz [posuw/ostrze] | fz [wartość hex] | |||||||||||
| Min. | Start | Maks. | Min. | Start | Maks. | Min. | Start | Maks. | Min. | Start | Maks. | |||
| E-M30 | GC1130 | 0.15 | 0.18 | 0.26 | 0.10 | 0.12 | 0.17 | 0.36 | 0.43 | 0.62 | 0.15 | 0.18 | 0.26 | |
| Wszystkie gatunki z wyjątkiem GC1130 | 0.15 | 0.21 | 0.30 | 0.10 | 0.14 | 0.20 | 0.36 | 0.51 | 0.73 | 0.15 | 0.22 | 0.31 | ||
| E-M31 | GC1130 | 0.15 | 0.18 | 0.26 | 0.10 | 0.12 | 0.17 | |||||||
| Wszystkie gatunki z wyjątkiem GC1130 | 0.15 | 0.21 | 0.30 | 0.10 | 0.14 | 0.20 | ||||||||
| E-M50 | GC1130 | 0.18 | 0.25 | 0.36 | 0.12 | 0.17 | 0.24 | 0.38 | 0.50 | 0.71 | 0.16 | 0.21 | 0.30 | |
| Wszystkie gatunki z wyjątkiem GC1130 | 0.18 | 0.25 | 0.42 | 0.12 | 0.17 | 0.28 | 0.38 | 0.62 | 0.83 | 0.16 | 0.26 | 0.35 | ||
| E-H50 | Wszystkie gatunki | 0.21 | 0.30 | 0.45 | 0.14 | 0.20 | 0.30 | 0.40 | 0.73 | 0.90 | 0.17 | 0.31 | 0.38 | |
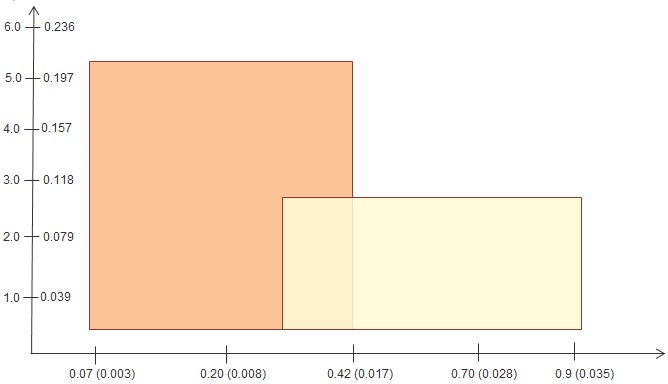
Frezy CoroMill® 745 – różnica w wielkości posuwów
| ap mm, cale | |
|
fz mm (cale) |

CoroMill® 745 z kątem przystawienia 42° |
|

CoroMill® 745 z kątem przystawienia 25° |
|
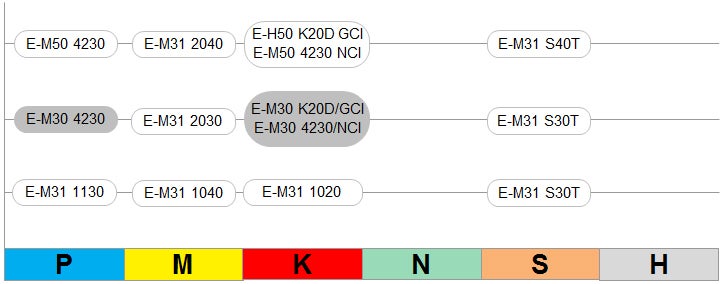
Geometria i gatunek pierwszego wyboru
Obróbka zgrubna |
|
Obróbka średnia |
|
Obróbka wykończeniowa |
|
| |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347