
CoroBore® BR20
Dwuostrzowe narzędzia do wszechstronnego wytaczania zgrubnego


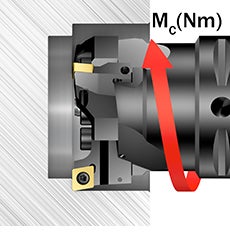
Moment obrotowy
Zawsze należy korzystać z klucza dynamometrycznego i dokręcać śruby płytek oraz zespołów narzędzi zalecanym momentem

Mocowanie
W przypadku narzędzi z tłumieniem drgań Silent Tools™ nigdy nie zaciskać bezpośrednio korpusu adaptera.

Laserowo oznaczana skala
Laserowo oznaczana skala na adapterze ułatwia ustawienie średnicy.




Wskazówki dotyczące zastosowań

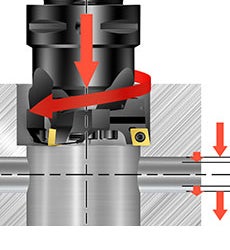
Ustawianie narzędzia do wytaczania wstecznego
Wykręcić wkręt dociskowy z górnej części wylotu cieczy obróbkowej i przełożyć w dolne położenie
Napełnić cieczą wylot, aby poziom chłodziwa był prawidłowy
Obrócić wkładkę o 180°
W razie potrzeby użyć przedłużenia suwaka
Odwrócić kierunek obrotu

Otwór nieprzelotowy
Przy obróbce otworu nieprzelotowego bardzo ważną sprawą jest zadbanie o odpowiednie odprowadzanie wiórów.
Prawidłowe parametry skrawania są niezbędne do uzyskania prawidłowego formowania wiórów
Upewnić się/sprawdzić, czy wióry nie zakleszczają się w płytce lub jej nadmiernie nie zużywają
Ciśnienie i wydatek chłodziwa powinny być wystarczające, by odprowadzać wióry
Obrabiarki pionowe są bardziej problematyczne niż obrabiarki poziome, jeśli chodzi o wydajne odprowadzanie wiórów
Skrawanie przerywane
Skrawanie przerywane (np. obróbka otworów przecinających się) stanowi spore wyzwanie ze względu na warunki skrawania.
Należy wybrać udarny gatunek
Zastosować mocną, ujemną płytkę kwadratową o kształcie podstawowym, sprzyjającą zwiększeniu bezpieczeństwa obróbki, odpowiednią do pracy w stabilnych warunkach
Zmniejszyć parametry skrawania, jeśli występują znaczne przerwy
Obrabiarki małej mocy
Przy wytaczaniu zgrubnym należy upewnić się, czy obrabiarka dysponuje wystarczającą mocą i momentem obrotowym do wykonania obróbki danego typu. Posuw, liczba ostrzy skrawających, średnica otworu i głębokość skrawania to parametry mające największy wpływ na pobór mocy przez napędy obrabiarki.
Zalecenia
Ogólne zalecenia dla wytaczania zgrubnego:
- Dane początkowe: vc 200 m/min (obowiązuje, gdy vc na opakowaniu płytek jest większe niż vc 200 m/min) przy krótkim wysięgu. Zalecenia dotyczące posuwu i głębokości skrawania patrz etykieta na opakowaniu płytek
- vc = 50% danych zalecanych na etykiecie. W przypadku wystąpienia drgań, zmniejszyć prędkość i zwiększyć posuw. Nie stosować równocześnie maksymalnego zalecanego posuwu i głębokości skrawania ap
- Stosunek długości użytkowej do średnicy (ULDR) = głębokość wytaczania LU / średnica wytaczania DC
Parametry skrawania CoroBore® 111
| Oznaczenie | Gatunek | Zakres posuwu (fn) | Głębokość skrawania (ap) | Prędkość skrawania (vc) | ||||||
| Min. | Maks. | Zalecane | Min. | Maks. | Zalecane | Min. | Maks. | Zalecane | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 12.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Moment obrotowy dokręcania
Śruba mocująca płytki
| ISO | ANSI | Nie ISO | Oznaczenie | Wielkość gwintu | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
Maksymalny moment siły skrawania i prędkość obrotowa
| Oznaczenie zestawu | Adapter | Maks. moment siły skrawania | Maks. obroty/min | |
| Nm | ft-lb | |||
| BR20D-29CC06F/SP06Y-C4L | C4-BR20D-A-189 | 100 | 74 | 15000 |
| BR20D-36CC06F/SP06Y-C3L | C3-BR20D-B-205 | 165 | 122 | 11000 |
| BR20D-45CC09F/SP08Y-C3L | C3-BR20D-C-208 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C4L | C4-BR20D-C-257 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C6L | C6-BR20D-C-284 | 290 | 214 | 11000 |
| BR20D-56CC09F/SP08Y-C4L | C4-BR20D-D-207 | 350 | 258 | 12000 |
| BR20D-56CC09F/SP08Y-C5L | C5-BR20D-D-323 | 350 | 258 | 7000 |
| BR20D-56CC09F/SP08Y-C6L | C6-BR20D-D-350 | 350 | 258 | 8000 |
| BR20D-71CC12F/SP12Y-C5M | C5-BR20D-E-282 | 580 | 428 | 7000 |
| BR20D-71CC12F/SP12Y-C6M | C6-BR20D-E-382 | 580 | 428 | 7000 |
| BR20D-90CC12F/SP12Y-C6M | C6-BR20D-F-380 | 780 | 575 | 5000 |
| BR20D-90CC12F/SP12Y-C8M | C8-BR20D-F-480 | 780 | 575 | 4000 |
| BR20D-116CC12F/SP12Y-C8S | C8-BR20D-G-388 | 940 | 693 | 5000 |
| BR20D-116CC12F/SP12Y-C8M | C8-BR20D-G-478 | 940 | 693 | 4000 |
| BR20D-150CC12F/SP12Y-C8M | C8-BR20D-H-478 | 1000 | 738 | 4000 |
CoroBore® BR20/CoroBore® BR20 z tłumikiem drgań Silent Tools™
| Płytka 90° | Płytka 84° | ||||||||||
| Wielkość | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Wielkość gwintu śruby | Nie ISO | Nm | Ft/lbs | Wielkość gwintu śruby |
| A | 23 | 29 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| B | 28 | 36 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| C | 35 | 45 | CC09 | CC3(2.5) | 9 | 6,6 | M5 | SP08 | 9 | 6,6 | M5 |
| D | 44 | 56 | CC09 | CC3(2.5) | 16.0 | 11.8 | M6 | SP08 | 16.0 | 11.8 | M6 |
| E | 55 | 71 | CC12 | CC43 | 38.0 | 28.0 | M8 | SP12 | 38.0 | 28.0 | M8 |
| F | 70 | 90 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| G | 89 | 116 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| H | 115 | 150 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
Systemy mocowania
Wytrzymałość na zginanie oraz przeniesienie momentu obrotowego to najważniejsze cechy oprawki do zastosowań wytaczarskich. Pierwszym wyborem zawsze powinien być system
Coromant Capto®, zapewniający bardzo dobrą powtarzalność i najlepszą stabilność spośród wszystkich rozwiązań dostępnych na rynku. Należy użyć tylko jednego elementu adaptacyjnego między adapterem Silent Tools™ i wrzecionem obrabiarki.
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347