
Frezowanie obiegowe gwintów - wskazówki dotyczące zastosowań

Ustawienia dla frezowania obiegowego gwintów
Aby odpowiednio ustawić narzędzie, należy postępować zgodnie z poniższymi wskazówkami:



- Sprawdzić, jaką głowicę do obiegowego frezowania gwintów należy zastosować
- Wybrać głowicę do obiegowego frezowania gwintu odpowiednią dla jednostki do obiegowego frezowania gwintów
- Sprawdzić, jaki zarys gwintu będzie frezowany. Czy dostępna jest standardowa płytka? Jeśli nie, konieczne będzie przygotowanie szczegółowego rysunku zarysu i średnicy
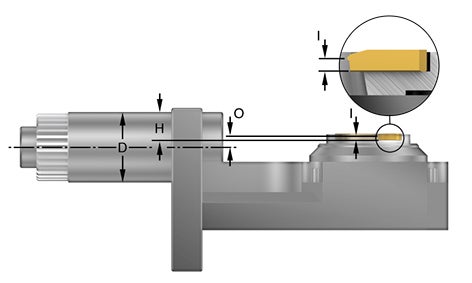
- Zmierzyć przesunięcie punktu skrawania względem osi obrotu
a) Zdjąć jednostkę do obiegowego frezowania gwintów z obrabiarki
b) Zmierzyć średnicę (D) wału napędowego
c) Zamocować głowicę do obiegowego frezowania gwintu na jednostce do obiegowego frezowania gwintów
d) Ułożyć korpus jednostki do obiegowego frezowania gwintów na płaskim stole i ustawić zero na zegarze na zewnętrznej średnicy wału napędowego
e) Zmierzyć różnicę wysokości pomiędzy zewnętrzną średnicą wału napędowego i gniazdem płytki w głowicy do obiegowego frezowania gwintu (H)
f) Ustalić położenie punktu skrawania dla płytki (I), wykorzystując rysunek płytki
g) Obliczyć przesunięcie (O): O = D/2 - H + I - Skontaktować się ze specjalistą, aby uzyskać wskazówki dotyczące ustawiania i zalecane parametry skrawania. Zalecane jest użycie kalkulatora dla frezowania obiegowego gwintów
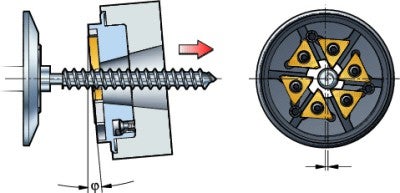
- Nachylić jednostkę do obiegowego frezowania gwintu o wymagany kąt nachylenia linii śrubowej gwintu i upewnić się, czy narzędzie jest ustawione centralnie w stosunku do obrabianego przedmiotu
- Zaprogramować odchylenie osi pierścienia od osi obrotu, tak aby uzyskać odpowiednią średnicę gwintu
- Obróć głowicę i przedmiot w tym samym kierunku (frezowanie współbieżne), aby zapewnić jak największą trwałość narzędzia
- Obracać przedmiot ze zmniejszoną prędkością odpowiednio do jego średnicy i skoku wykonywanego gwintu
- Dostosować ruch głowicy do obiegowego frezowania gwintu do obrotów przedmiotu, aby zapewnić jak najmniejszą chropowatość powierzchni i jak najwyższą produktywność
Uwaga! Wiele jednostek do obiegowego frezowania gwintu posiada możliwość zmiany przełożenia. Należy pamiętać, że w takim przypadku zaprogramowana prędkość obrotowa nie będzie odpowiadała prędkości rzeczywistej - Wykonać przedmiot testowy i zmierzyć jego wymiary. W razie potrzeby poprawić ustawienia, patrz rozdział poświęcony rozwiązywaniu problemów
Informacje powiązane
Rozwiązywanie problemów
Poniższa lista przyczyn i rozwiązań może pomóc w uzyskaniu dobrych wyników podczas... chevron_right
Frezowanie gwintów
Podczas frezowania gwintu, narzędzie obrotowe porusza się z interpolacją śrubową.... chevron_right
Frezowanie gwintów - wskazówki dotyczące zastosowań
Aby uzyskać dobre rezultaty podczas frezowania gwintów, należy uwzględnić następujące... chevron_right
Jak wybrać właściwy frez do obróbki gwintów
Jedno lub wielopunktowe frezy do obróbki gwintów nadają się do różnych zastosowań. Frezowanie... chevron_right
