
CoroTurn XS
Inwendig bewerken van kleine componenten van hoge kwaliteit
Instructies

Spantanggeklemde adapter
Gebruik de spantang geklemde adapter voor een starre opspanning en de beste prestaties. Met verhoogde stabiliteit worden microtrillingen geminimaliseerd en kan een langere standtijd worden gerealiseerd.

Adapters voor uitwendige gereedschapspost
Wanneer de cilinderische gereedschapsposities beperkt zijn of niet aanwezig zijn dan kunt u de vierkante schacht adapters gebruiken voor de uitwendige gereedschapspost in glijkopmachines. Dit maakt meer vrije ruimte en een hogere productiviteit mogelijk in de machine.

Glijkopmachines
Ontdek hoe het configureren van glijkopmachines u helpen bij het bereiken van een consisten en efficiënt bewerkingsproces.
Glijkopmachines
Aanbevelingen
Keuze van het gereedschap
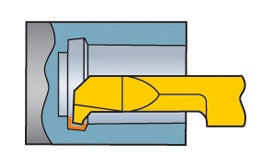
Draaien (CXS-xxT…)
Draaien 98º en 90º voor gaten vanaf 0,3 mm (0.012 inch).
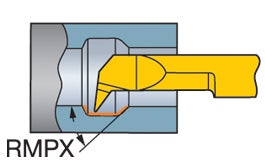
Profieldraaien (CXS-xxR…)
Voor gaten vanaf 4,2 mm (0.165 inch), wisselplaat radii 0,5–1 mm (0.02–0.039 inch).
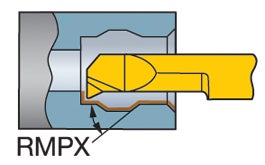
Groefsteken (CXS-xxG…)
Alle groefsteek-snijgereedschappen produceren groeven met een vlakke bodem en scherpe hoekradii. Voor gaten vanaf 2,0 mm (0.079 inch), wisselplaatbreedtes: 0.5–2 mm (0.020–0.079 inch).
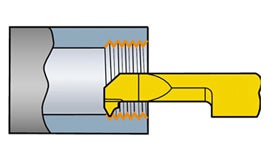
Draadsnijden (CXS-xxTH…)
Gereedschappen met volledig profiel voor hoge kwaliteit schroefdraad in één bewerking. Voor gaten tot 4,2 mm (0.165 inch). Draadvormen: VP60, M60, UN60, WH55, NPT60, TR30.
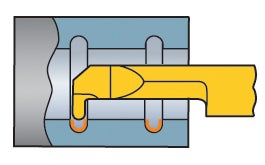
Kopsteken (CXS-xxF…)
Voor de smalste groeven in de kleinste diameters. Diameters van 0,2 mm (0.008 inch) en groefdiepten tot 30 mm (1.18 inch).
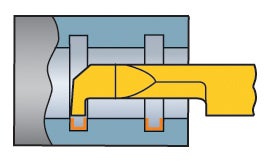
Pre-afsteken (CXS-xxGX…)
Voor gaten vanaf 5,2 mm (0.205 inch).
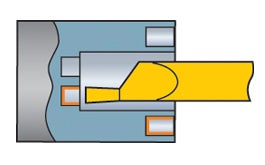
Trekkend kotteren (CXS-xxB…)
Voor gaten tot 4,2 mm (0.165 inch).
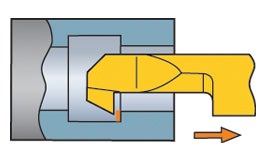
Kopiëren (CXS-xxTE…)
Inwendig kopieerdraaien voor gaten vanaf 4,2 mm (0.165 inch).
Snijgegevens
CoroTurn® XS programma is bedoeld voor licht snijdende data met een snedediepte tussen 0,05-0,6 mm (0.002-0.024 inch) en voeding tussen 0,01-0,05 mm (0.0004-0.0016 inch).
Hardmetaalsoorten
- Eerste keuze hardmetaalsoort voor draaien is de PVD-gecoate GC1125 bedoeld voor een langere standtijd in ISO P, M, N en S materialen
- De eerste keuze hardmetaalsoort voor algemeen bewerken is de dunne PVD gecoate GC1025 bedoeld voor een gemiddelde snijsnelheid en voor een betrouwbare standtijd in ISO P, M, N en S materialen
- De niet gecoate hardmetaalsoort H10F is een alternatief. Leverbaar voor ISO N, non-ferro materialen, of wanneer een extreem scherpe snijkant nodig is
- Voor geharde staalsoorten, ISO H, gebruik de CBN soort CB7014
Geometrieën
- Eerste keuze: Vlak geslepen geometrie met extreem scherpe snijkant
- Voor optimalisatie: Gebruik een geslepen A-geometrie voor uitstekende spaanbeheersing om spaanophoping in kleine gaten te voorkomen
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280