
CoroTurn® Prime
Draaien in alle richtingen
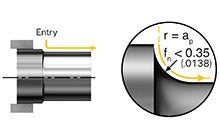
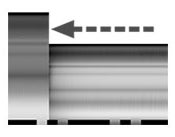
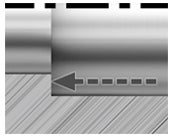
Intrede in werkstuk
Gebruik altijd een verminderde voeding en radiusintrede bij het ingaan van het materiaal. Gebruik CoroPlus® ToolPath voor PrimeTurning™ voor de correcte programmeringscodes en technieken.
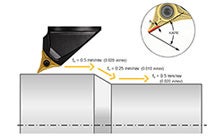
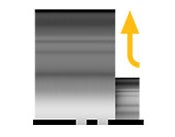
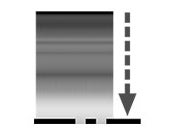
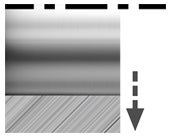
Spaandikte (hex)
Houd de spaandikte constant door verlaging van de voeding voor neerwaartse bewegingen. Gebruik CoroPlus® ToolPath voor PrimeTurning™ voor de correcte programmeringscodes en technieken.
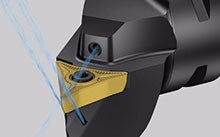
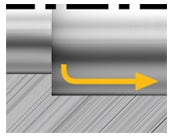
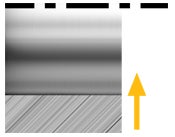
Koelmiddelvoordelen
Koeling van onderen is van voordeel om een langere standtijd te bereiken, terwijl bovenkoeling gunstig is voor het vormen van dunnere spanen.


Toepassingstips
Snijgegevens toepassingsgebied voor A-type en B-type
| Snedediepte (ap) | |
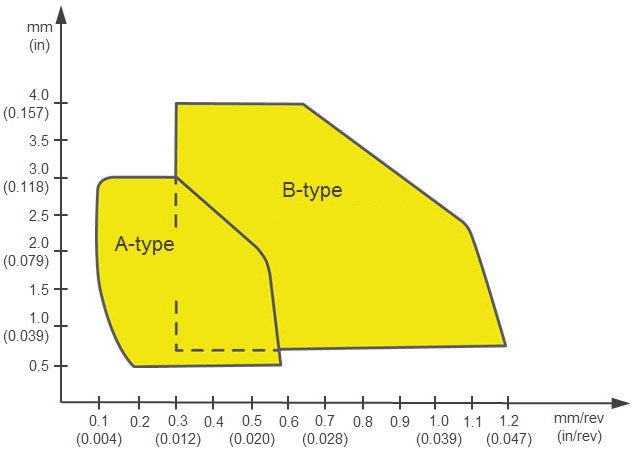 |
Voeding, fn |
Opmerking: Het gebruik van wisselplaten bij hogere ap en fn leidt tot risico op overbelasting en bij een lagere ap en fn bestaat er het risico van lange spanen.
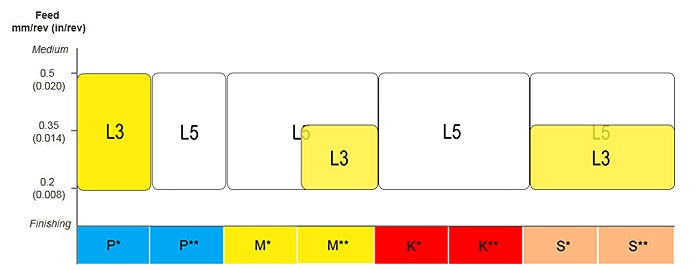
Snijgegevens toepassingsgebied voor A-type geometrieën
P*) Koolstofarm staal en staal met hoge treksterkte / ductiel staal
P**) Gelegeerd staal
M*) Austenitisch roestvast staal
M**) Duplex roestvast staal
K*) Nodulair gietijzer
K**) Grijs gietijzer
S*) HRSA
S**) Titanium
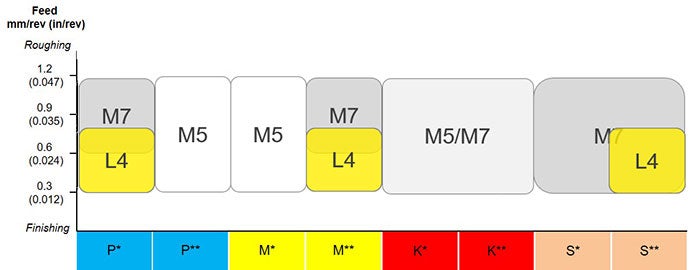
Snijgegevens toepassingsgebied voor B-type geometrieën
P*) Koolstofarm staal en staal met hoge treksterkte / ductiel staal
P**) Gelegeerd staal
M*) Austenitisch roestvast staal
M**) Duplex roestvast staal
K*) Nodulair gietijzer
K**) Grijs gietijzer
S*) HRSA
S**) Titanium
Aanbevelingen
CoroTurn Prime A-type
Wisselplaatsoort
| Bewerkingsomstandigheden | P | M | K |
S, HRSA |
S, Ti |
| Goed | 4415 | 2025 | 4415 | 1210 | H13A |
| Gemiddeld | 4425 | 2025 | 4425 | 1115 | H13A |
| Moeilijk | 2025 | 2025 | 2025 | 2025 | 1115 |
Wisselplaatgeometrie
| Bewerking | P* | P** | M* | M** | K* | K** | S* | S** |
| Nabewerken | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Gemiddeld | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Koolstofarm staal en staal met hoge treksterkte / ductiel staal
P**) Gelegeerd staal
M*) Austenitisch roestvast staal
M**) Duplex roestvast staal
K*) Nodulair gietijzer
K**) Grijs gietijzer
S*) HRSA
S**) Titanium
CoroTurn Prime B-type
Wisselplaatsoort
| Bewerkingsomstandigheden | P | M | K |
S, HRSA |
S, Ti |
| Goed | 4415 | 2220 | 4415 | 1210 | H13A |
| Gemiddeld | 4425 | 2220 | 4425 | 1115 | H13A |
| Moeilijk | 2025 | 2025 | 2025 | 2025 | 1115 |
Wisselplaatgeometrie
| Bewerking | P* | P** | M* | M** | K* | K** | S* | S** |
| Nabewerken | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Gemiddeld | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Voorbewerken | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Koolstofarm staal en staal met hoge treksterkte / ductiel staal
P**) Gelegeerd staal
M*) Austenitisch roestvast staal
M**) Duplex roestvast staal
K*) Nodulair gietijzer
K**) Grijs gietijzer
S*) HRSA
S**) Titanium
Eerste keuze |
Tweede keuze |
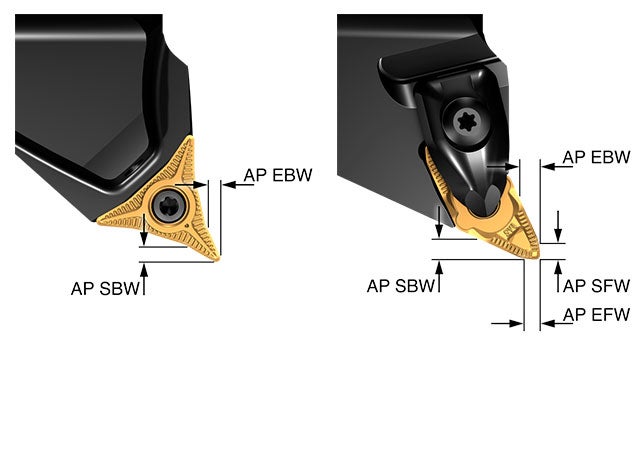
Uitwendig draaien | |
Zijkant achterwaarts (SBW) |
Zijkant voorwaarts (SFW) |
Einde achterwaarts (EBW) |
Einde voorwaarts (EFW) |
Inwendig draaien
Einde achterwaarts (EBW) |
Zijkant voorwaarts (SFW) |
Zijkant achterwaarts (SBW) |
Einde voorwaarts (EFW) |
Aanbevelingen snijgegevens
Uitwendig draaien
A-type CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
B-type CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn rec | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn max | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Inwendig draaien
A-type CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
B-type CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn rec | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn max | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Waar wordt PrimeTurning™ toegepast?
Uitwendig draaien
Uitstekend geschikt voor korte en compacte componenten en slanke onderdelen die gebruik maken van een tegenpunt
Geschikt |
Niet geschikt |
| Korte en compacte componenten | Componenten zonder tegenpunt |

|

|
| |
|
| Componenten met tegenpunt | |
|
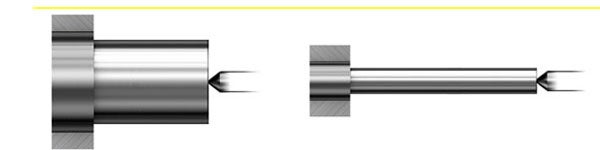
Minimum diameter
Door de vrijloop op de wisselplaat en opnames wordt het lastig om te beginnen met minder dan D min3 diameter in EBW (einde achterwaarts) richting. Echter, er zijn geen grenzen bij vlakken in EFW (eind voorwaarts) richting, d.w.z. conventionele manier.
|
|
D min3 | |
| | EBW | EFW |
| A-type |
30 (1.18") |
0 |
|
B-type |
30 (1.18") |
0 |
Inwendig draaien
CoroTurn® Prime SL koppen kunnen worden gebruikt voor het inwendig draaien van diameters boven 40 mm (1.575 inch) en uitsteeklengten tot 8–10×D
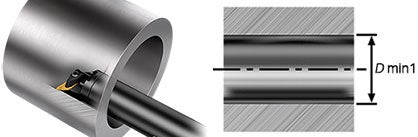
Zorg voor optimale prestaties en voorkom problemen door rekening te houden met Dmin bij het gebruik van Silent Tools™ kotterbaren. Tangentiale en radiale afbuiging, beïnvloed door het baarontwerp, de uitsteeklengte en de snijkracht, kan leiden tot vrijloopverlies.
Hoofdpunten
CoroTurn® Prime
Draaien in alle richtingen

Buitengewone productiviteit voor inwendige draaitoepassingen
Met de CoroTurn® Prime SL kop oplossing is het mogelijk om de PrimeTurning™ methodologie te gebruiken voor inwendig draaien. De van binnen naar buiten bewerking zorgt voor een uitstekende spaanafvoer en spaanbeheersing.


Tweede generatie B-type wisselplaten
CoroTurn® Prime B-type omvat nu dubbelzijdige negatieve wisselplaten met vier snijkanten voor kostenefficiënt bewerken. Het gereedschap is ook is voorzien van een nieuwe robuuste wisselplaatzitting en geactualiseerde geometrieën die met name geschikt zijn voor uitdagende materialen.

Y-as draaien
Y-as draaien is een 3-assige gelijktijdige draaimethode, waarbij het gereedschap om zijn eigen middelpunt draait. De wisselplaat verspaant in het Y-Z vlak en de freesspindelas interpoleert tijdens het draaien. Op deze wijze kunnen complexe kenmerken worden bewerkt met één enkel gereedschap.
Toepassingsgebied

Draaibewerkingen in alle richtingen
- CoroTurn® Prime A-type gereedschap met drie 35° hoeken, ontworpen voor licht voorbewerken, nabewerken in profieldraaien
- CoroTurn® Prime B-type gereedschap met dubbelzijdige negatieve wisselplaten met vier snijkanten, ontworpen voor nabewerken en voorbewerken
- Machines: draaicentra, verticale draaibanken en multi-task machines
- Goede keuze voor massaproductie of componenten die vragen om frequente set-ups en gereedschapswisselingen
- Uitwendig draaien: het best geschikt voor korte en compacte componenten en slanke componenten met gebruik van tegenpunt
- Inwendig draaien: Voor diameters boven 40 mm (1,575 inch) en uitsteeklengtes tot 8–10 × D
Productassortiment

Coromant Capto®
Gereedschapshouders
Radiale houders, grootte: C3, C4, C5 en C6
Axiale houders, grootte: C5 en C6
Multi-task houders, grootte: C5, C6 en C8, HSK63-T
Multi-task Twin-tool houders, grootte: C6 en C8

QS™ schachten
Groottes: 2020, 2525 mm, 12 en 16 ( en 1 inch)

Schacht
Groottes: 2020, 2525, 3232 mm, 12, 16 en 20 (, 1 en 1 inch)

CoroTurn® SL kop
Groottes: SL32 en SL40

Y-as draaien
Gereedschapshouder: Coromant Capto® C6
Master wisselplaat: CP-A1108

A-type wisselplaat
Hardmetaalsoorten: GC4425, GC4415, GC2025, GC1210, GC1115 en H13A
Geometrieën: -L5, -L5W, -L3, en -L3WX
Wisselplaatvorm: 35° hoek (KAPR 30°)

B-type wisselplaat
Hardmetaalsoorten: GC4425, GC4415, GC2220, GC2025, GC1210, GC1115, S205 en H13A
Geometrieën: -M5, -M5W, -M7, -M7W, -L4 en -L4W
Wisselplaatvorm: Punt gevormd als CNMG (KAPR 25°)
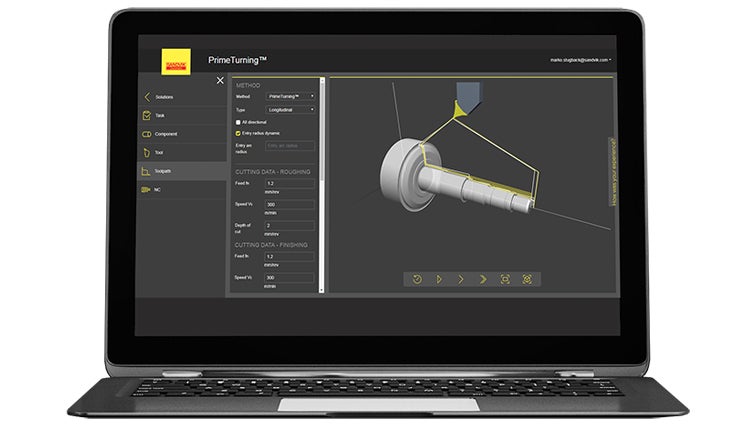
CoroPlus® Tool Path voor PrimeTurning™
Ingenieus ontworpen software genereert de juiste en geoptimaliseerde NC-codes om draaibewerkingen te versnellen, ondersteund door onze CAM-partners.
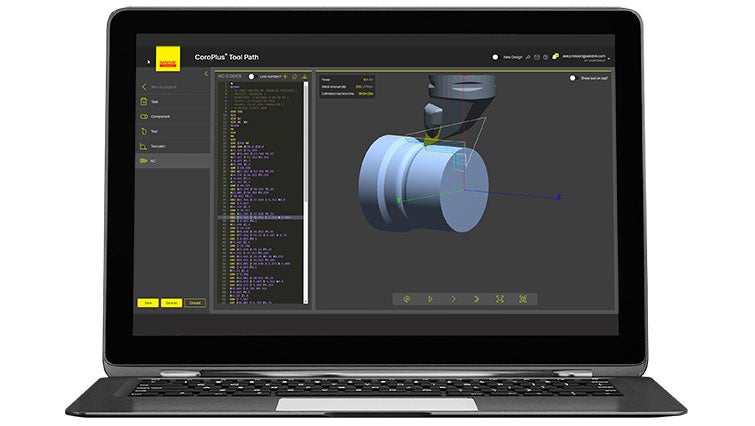
CoroPlus® Tool Path software
De CoroPlus® Tool Path software levert programmacodes en technieken voor het waarborgen van een maximale productie voor PrimeTurning™ toepassingen. Het is compatibel met diverse CNC-machines die ISO-codes gebruiken. Meer informatie
Hoogtepunten
Y-as draaien in alle richtingen
Wilt u meer weten over hoe u een complex component kunt bewerken met slechts één draaigereedschap? Ontdek waarom Y-as draaien het potentieel heeft om uw productie substantieel te verbeteren.

Verhoog de productie bij het draaien van staal
Het draaien van staal betekent vaak het continu verfijnen van uw bewerkingsprocessen. Kleine verbeteringen in uw draaistrategie kunnen een groot verschil maken. Ontdek nieuwe technologieën en methoden welke u een voorsprong op de concurrentie kunnen bieden.
Nu is de beurt aan u
Uitdagende situaties vragen om slimme oplossingen. Toen men werd geconfronteerd met volle orderboeken maar tegelijkertijd met een tekort aan bekwaam personeel, onderzocht BHDT, de Oostenrijkste specialist voor hogedruksystemen en componenten voor de chemische industrie, op welke wijze innovatieve technologieën hen zouden kunnen ondersteunen. Door het inzetten van PrimeTurning waren ze in staat de bewerkingstijd met 50% te reduceren.
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280