
Kotteren
Productoverzicht
Sandvik Coromant biedt gedempte kottergereedschappen voor voorbewerkings- en nabewerkingskotteren. De adapters zijn ontworpen met Coromant Capto back-end koppelingen voor een optimale opspanning en flexibiliteit. Dit geeft u unieke flexibiliteit en modulariteit voor het bouwen van gewenste gereedschapsamenstellingen. Coromant Capto basishouders zijn leverbaar voor alle gangbare machine interfaces.
Silent Tools nabewerkings- en voorbewerkingsgereedschappen geven verhoogde productiviteit en nauwe toleranties vanaf lengtes van 3–10 x BD. Bij het gebruik van Silent Tools, heeft u de mogelijkheid de snedediepte te verdubbelen. Inwendig koelmiddel is een kenmerk voor nauwkeurig richten van de stralen op de snijzone.
Het gebruik van uitbreidings- en reductie-adapters is mogelijk op gedempte kottergereedschappen, maar het gereedschap zal dan niet langer geoptimaliseerd zijn. Echter, een gedempt gereedschap met uitbreiding of reductie presteert nog steeds beter dan een niet gedempt gereedschap.
Kotterbaar adapter diam., DC
inch
mm
| Engineered producten |
CoroBore 825 ® Geïntegreerd gedempt kottergereedschap 825 met 1 wisselplaat Coromant Capto |
DuoBore ™ Geïntegreerd gedempt kottergereedschap met 2 wisselplaten Coromant Capto |
| Voorbewerkingskotteren | Fijnkotteren | |
Kotterbereik Ø 25-150 mm (0.984-5.906 inch) | Kotterbereik Ø 23-167 mm (0.906-6.575 inch) | Kotterbereik Ø 150-315 mm (5.906-12.402 inch ) |
Gedempte DuoBore
™ |
Gedempte CoroBore
® 825 | |
 |  |  |
| Coromant Capto® back-end koppeling doorgaand koelmiddel |
 |
| 6 x DC (23.6–27.6 inch) |
| IT9 |
| Inwendig |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Inwendig |
| 0.002 mm (0.000079 inch) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
Radiale verstelling van de fijnkotterkop:
|  |
®Gebruik van CoroBore 825
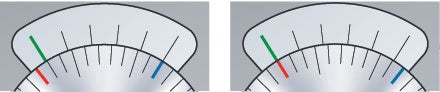
| Instelvoorbeeld: In dit voorbeeld is de blauwe lijn op de schaalschijf een referentie, omdat deze is uitgelijnd met een lijn op de nonius in de startpositie. | 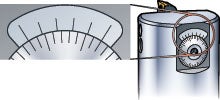 |
| Startpositie | Ingestelde positie |
 | |
Schaalschijf is rechtsom gedraaid, totdat de lijn van de schaal (rood) uitlijnt met de tweede lijn (groen) van de nonius . Diameter is toegenomen met 0.002 mm (0.00008“) | |
 | |
Schaalschijf is rechtsom gedraaid, totdat de lijn van de schaal (rood) uitlijnt met de derde lijn (groen) van de nonius. Diameter is toegenomen met 0.004 mm (0.00016“) | |
 | |
Schaalschijf is rechtsom gedraaid, totdat de lijn van de schaal (rood) uitlijnt met de vierde lijn (groen) van de nonius. Diameter is toegenomen met 0.006 mm (0.00024“) | |
 | |
Schaalschijf is rechtsom gedraaid, totdat de lijn van de schaal (rood) uitlijnt met de vijfde lijn (groen) van de nonius. Diameter is toegenomen met 0.008 mm (0.00032“) | |
 | |
Schaalschijf is rechtsom gedraaid, totdat de lijn van de schaal (rood) uitlijnt met de zesde lijn (groen) van de nonius. Diameter is toegenomen met 0.010 mm (0.0004“) = 1 schaalverdeling. |
Belangrijkste overwegingen
De Silent Tools kottergereedschappen bereiken een maximum van zes maal de kotterdiameter in uw werkstuk. Wanneer u dieper moet gaan, vraag dan naar een maatwerkoplossing.
Onze aanbeveling is om altijd Silent Tools te gebruiken voor lange uitsteeklengten, meer dan 4 x BD.
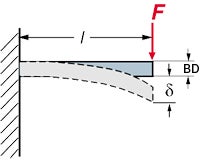
Gereedschapuitsteeklengte en diameter van gereedschap
|  |
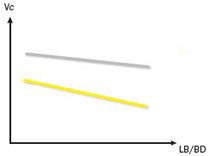 |   | -PR - WM | 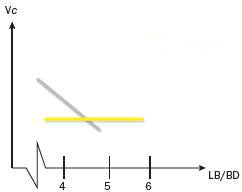 | | Conventioneel Gedempte adapter |
| Snijsnelheid in relatie tot de uitsteeklengte, met verschillende geometrieën | Snijsnelheid in relatie tot de uitsteeklengte, met conventionele en gedempte adapters |
Wisselplaatvorm en intredehoek/instelhoek
Gebruik een instelhoek 90° (0°) voor voorbewerken en 92° (-2°) voor nabewerken. Minder kracht in radiale richting geeft minder radiale afbuiging en trilling. Driehoekig gevormde wisselplaten (T-stijl) zijn de eerste keuze voor kotterbewerkingen. CoroTurn® 107 wisselplaten voldoen aan deze vereisten en zijn de eerste keuze.
Neusradius
De neusradius, re, op de wisselplaat is een sleutelfactor in draaibewerkingen. De selectie van de neusradius hangt af van de :
- Snedediepte, ap
- Voeding, fn
en beïnvloedt de:
- Oppervlaktekwaliteit
- Spaanbreking
- Wisselplaatsterkte
Kleine neusradius
- Ideaal voor kleine snijdiepten
- Reduceert trilling
- Minder wisselplaatsterkte
Grote neusradius
- Zware voedingen
- Grote snededieptes
- Sterkere snijkant
- Verhoogde radiale krachten
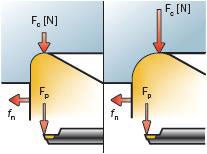
Neusradius in relatie tot snedediepte
De radiale krachten die de wisselplaat wegduwen van het snij-oppervlak worden axialer met de toename van de snedediepte. De neusradius heeft ook invloed op de spaanvorming. Over het algemeen verbetert de spaanvorming met een kleinere neusradius. Als algemene vuistregel moet de snedediepte groter of gelijk zijn aan 2/3 van de neusradius of half de neusradius in de voedingsrichting.
Voedingstartwaarden hangen af van de neusradius
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
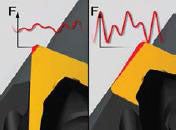
 |  |
 |  |
| Voedingsrichting voornamelijk axiaal | Krachtrichting, zowel axiaal als radiaal |
Voorkotteren

Productief kotteren
| Kent twee snijkanten en wordt gebruikt voor voorbewerkingen van gaten, met tolerantie IT9 of groter, waarbij metaalverwijdering de eerste prioriteit is. De voedingssnelheid wordt verkregen door het vermenigvuldigen van de voeding met het aantal wisselplaten. (fn=fz x ZEFF) |  Productiev kotteren |
Getrapt kotteren
| Door toevoegen van een onderlegplaat onder één van de sledes, pakt de wisselplaat slechts de binnenste helft van de gewenste radiale snede en het resultaat is een gereedschap voor getrapt kotteren. Selecteer deze methode wanneer u een grotere radiale snede wilt nemen dan één wisselplaat aan kan, maar denk er aan om de axiale voeding te reduceren tot een waarde die normaal is voor een gereedschap met slechts één snijkant. Wanneer de twee wisselplaten worden ingesteld op dezelfde radiale snedediepte, dan zal de buitenste steeds de grootste snijkracht opvangen, vanwege het hogere toerental en meer spaanverwijdering. Door dit goed te doen kan trilling gemakkelijk worden vermeden en is een goed oppervlak gegarandeerd. Deze set-up produceert een getrapte hoek wanneer deze niet door het werkstuk gaat. De voedingssnelheid en de geproduceerd oppervlakte-afwerking is hetzelfde alsof slechts één wisselplaat zou worden gebruikt (fn=fz). De geproduceerde gattolerantie is IT9 of groter. | 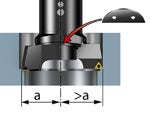 Getrapt kotteren |
Kotteren met één snijkant
Kotteren met één snijkant is de beste optie wanneer:
De geproduceerde gattolerantie is IT9 of groter. | 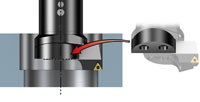 Kotteren met één snijkant |
Nabewerkingskotteren

Trillingsinvloedfactoren
Kies om trillingen te reduceren een licht snijdende wisselplaat met een positieve geometrie en kleine neusradius. T-stijl wisselplaten zijn de eerste keuze voor kotterbewerkingen.
| Hoge trillingsneiging | – Zware voedingen – Grote snedediepte – Sterke snijkantbetrouwbaarheid |
 |  |
| Minder trillingsneiding | – Ideaal voor geringe snedediepten – Reduceert trillingen |
Informatie over andere trillings invloedfactoren zoals de volgende zijn te vinden in de toepassingsgids, lees meer.
- Punthoek wisselplaat
- Positieve geometrieën
- Wiper wisselplaten
- Afronden van snijkanten
- Snijgegevens en snijsnelheid.
Tips en hints, samenvatting
- Kies de grootst mogelijke gereedschapsdiameter met de kortst mogelijk basishouder
- De instelhoek moet dicht bij de 90 graden liggen voor meer axiale snijkrachten en minder radiale/tangentiale krachten
- Een kleine neusradius is ideaal voor kleine snededieptes en reduceert het risico op trillingen. Grote neusradii kennen een sterkere snijkantbetrouwbaarheid en maken zwaardere voedingen en grotere snededieptes mogelijk. Het risico op trillingen wordt groter naar mate u een grotere neusradius gebruikt. Daarom zijn driehoekige positieve wisselplaten de eerste keuzen voor gedempte kotterbewerkingen
- Gebruik onder stabiele condities wiper wisselplaten voor een hoge productiviteit of wanneer oppervlakken van hoge kwaliteit nodig zijn
 | | |
 | Conventioneel | |
| Gedempte adapter | |
| Minder radiale krachten (Fc) met kleine radii |
met conventionele en gedempte adapters |
Gereedschapsopbouw en onderhoudBij het gebruik van gedempte gereedschappen in samenstellingen, moet men er op letten dat de gereedschapsbodies correct worden vastgehouden om er voor te zorgen dat de adapters niet beschadigd raken. Deze raken gemakkelijk vervormd vanwege de dunne wanddikte.
|  |

