
CoroTurn® Prime
Draaien in alle richtingen

Buitengewone productiviteit voor inwendige draaitoepassingen
Met de CoroTurn® Prime SL kop oplossing is het mogelijk om de PrimeTurning™ methodologie te gebruiken voor inwendig draaien. De van binnen naar buiten bewerking zorgt voor een uitstekende spaanafvoer en spaanbeheersing.


Tweede generatie B-type wisselplaten
CoroTurn® Prime B-type omvat nu dubbelzijdige negatieve wisselplaten met vier snijkanten voor kostenefficiënt bewerken. Het gereedschap is ook is voorzien van een nieuwe robuuste wisselplaatzitting en geactualiseerde geometrieën die met name geschikt zijn voor uitdagende materialen.

Y-as draaien
Y-as draaien is een 3-assige gelijktijdige draaimethode, waarbij het gereedschap om zijn eigen middelpunt draait. De wisselplaat verspaant in het Y-Z vlak en de freesspindelas interpoleert tijdens het draaien. Op deze wijze kunnen complexe kenmerken worden bewerkt met één enkel gereedschap.
Toepassingsgebied

Draaibewerkingen in alle richtingen
- CoroTurn® Prime A-type gereedschap met drie 35° hoeken, ontworpen voor licht voorbewerken, nabewerken in profieldraaien
- CoroTurn® Prime B-type gereedschap met dubbelzijdige negatieve wisselplaten met vier snijkanten, ontworpen voor nabewerken en voorbewerken
- Machines: draaicentra, verticale draaibanken en multi-task machines
- Goede keuze voor massaproductie of componenten die vragen om frequente set-ups en gereedschapswisselingen
- Uitwendig draaien: het best geschikt voor korte en compacte componenten en slanke componenten met gebruik van tegenpunt
- Inwendig draaien: Voor diameters boven 40 mm (1,575 inch) en uitsteeklengtes tot 8–10 × D
Productassortiment

Coromant Capto®
Gereedschapshouders
Radiale houders, grootte: C3, C4, C5 en C6
Axiale houders, grootte: C5 en C6
Multi-task houders, grootte: C5, C6 en C8, HSK63-T
Multi-task Twin-tool houders, grootte: C6 en C8

QS™ schachten
Groottes: 2020, 2525 mm, 12 en 16 ( en 1 inch)

Schacht
Groottes: 2020, 2525, 3232 mm, 12, 16 en 20 (, 1 en 1 inch)

CoroTurn® SL kop
Groottes: SL32 en SL40

Y-as draaien
Gereedschapshouder: Coromant Capto® C6
Master wisselplaat: CP-A1108

A-type wisselplaat
Hardmetaalsoorten: GC4425, GC4415, GC2025, GC1210, GC1115 en H13A
Geometrieën: -L5, -L5W, -L3, en -L3WX
Wisselplaatvorm: 35° hoek (KAPR 30°)

B-type wisselplaat
Hardmetaalsoorten: GC4425, GC4415, GC2220, GC2025, GC1210, GC1115, S205 en H13A
Geometrieën: -M5, -M5W, -M7, -M7W, -L4 en -L4W
Wisselplaatvorm: Punt gevormd als CNMG (KAPR 25°)
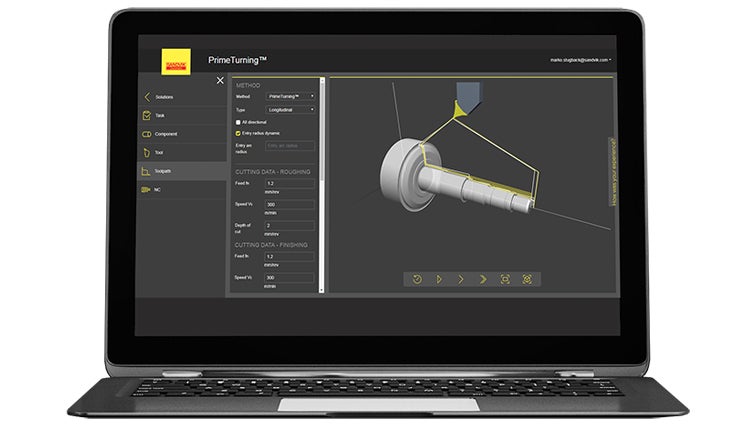
CoroPlus® Tool Path voor PrimeTurning™
Ingenieus ontworpen software genereert de juiste en geoptimaliseerde NC-codes om draaibewerkingen te versnellen, ondersteund door onze CAM-partners.
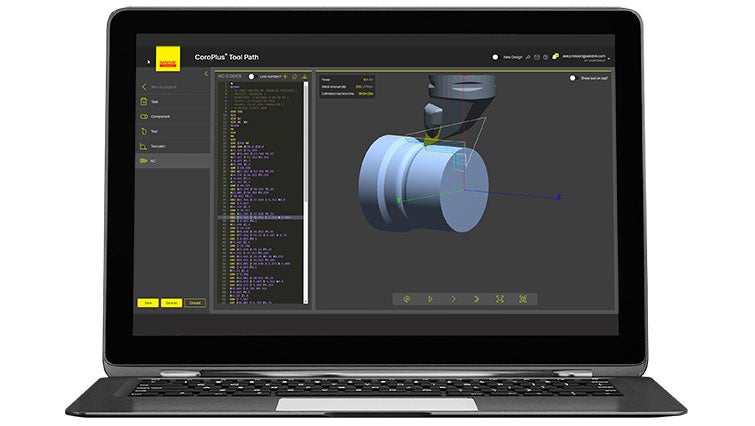
CoroPlus® Tool Path software
De CoroPlus® Tool Path software levert programmacodes en technieken voor het waarborgen van een maximale productie voor PrimeTurning™ toepassingen. Het is compatibel met diverse CNC-machines die ISO-codes gebruiken. Meer informatie
Hoogtepunten
CoroMill® 178
Outils Power Skiving monobloc en acier rapide produits par métallurgie des poudres (PM-HSS) pour la fabrication productive d'engrenages et de cannelures

Cas concret : Engrenage principal
| Pièce : | Engrenage principal |
| Matière : | Acier faiblement allié 16MnCr5, CMC 02.1/02.2 MC P2.1.Z.AN |
| Opération : | Ebauche et finition avec la fraise monobloc pour Power skiving CoroMill® 178H PM-HSS |
| Machine : | Gildemeister CTX 1250 |
| Arrosage : | Émulsion |
Caractéristiques de l'engrenage
| Module / angle de pression, m/α: | 1.0 mm (DP 25.4)/20° |
| Nombre de dents, z: | -58 |
| Largeur de denture, b: | 16 mm (0.630 pouce) |
| Angle d'hélice, β: | 14.000° |
| Qualité de l'engrenage : | 7 / DIN3962 |
| Ancienne solution | Solution Sandvik Coromant | |||
| Description Outil | Fraise à profil | Power skiving | ||
| Référence d’outil | 050 219260R34 | |||
| Passes | Ébauche | Finition | Ébauche en 3 étapes | Finition en 2 étapes |
| Vitesse de coupe vc, m/min (pieds/min) | 40 (131) | 50 (164) | 101 (331) | 101 (331) |
| Avance axiale fa, mm/tr (pouces/tr) | 0 | 0 | 0.3 (0.012) | 0.1 (0.004) |
| Profondeur de coupe ae, mm (pouces) | 2.0 (0.079) | 0.6 (0.024) | 2.5 (0.098) | 0.13 (0.005) |
| Temps de coupe, min | 15 | 1.45 | ||
| Durée de vie outil, pces | 20 | 30 |
En remplaçant le process basé sur une fraise à profil par Power skiving, le temps de coupe a été réduit et la durée de vie de l'outil a considérablement augmenté. Avec une production annuelle de 500 pièces, le client a pu économiser 112 heures de temps machine par an et a ainsi pu profiter d'une capacité de production supplémentaire significative.
Power skiving a aussi permis de réduire le temps de montage et d'indexage des outils, d'augmenter la stabilité du process et d'obtenir une qualité de pièce constante.
+50%
Durée de vie
-90%
Temps de coupe
112 hrs
Gain annuel de temps
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280