
Kotterformules en definities
Zoek het snijgereedschap voor uw specifieke taak en
ontvang direct aanbevelingen voor snijgegevens.
In dit deel vindt u kotterformules en definities, die nodig zijn voor uw kotterbewerkingen, zoals het berekenen van de juiste kottersnijsnelheid, de voeding per omwenteling en het verspaningsvolume. Bij het kotteren van gaten, zijn de juiste waarden voor de verschillende bewerkingsparameters een cruciale factor voor een goed resultaat.
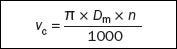
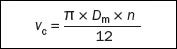
| Snijsnelheid, (vc) m/min | Snijsnelheid, (vc) ft/min |
 |
 |
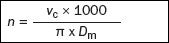
| Spiltoerental, (n) omw/min | Spiltoerental, (n) tpm |
 |  |
| Bewerkingstijd, (Tc) min | Bewerkingstijd, (Tc) min |
 |
|
| Verspaningsvolume, (Q) cm3/min | Verspaningsvolume, (Q) inch3/min |
 |
 |
| Penetratiewaarde, (vf) mm/min | Penetratiewaarde, (vf) inch/min |
 |
|
| Voeding per omwenteling, (fn) mm/omw | Voeding per omwenteling, (fn) inch/omw |
 |
|
| Netto vermogen, Pc kW | |
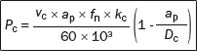 | |
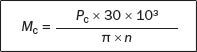
| Koppel, Pc Nm | |
 |
Snijsnelheid, vc
Het kottergereedschap draait met een bepaald aantal omwentelingen (n) per minuut, waardoor een bepaalde diameter wordt gegenereerd (DC). Dit resulteert in een specifieke snijsnelheid vc gemeten in m/min op de snijkant. Snijsnelheid heeft een directe invloed op de gereedschapslevensduur.
Voeding, fn
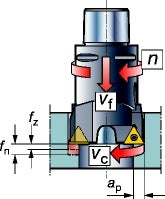
De axiale gereedschapbeweging wordt voedingssnelheid genoemd en wordt gemeten in mm/omwenteling. De voeding wordt verkregen door het vermenigvuldigen van de voeding per tand (fz) met het effectieve aantal tanden (aantal tanden dat het uiteindelijke oppervlak maakt). De voeding is de sleutelwaarde bij het bepalen van de kwaliteit van het oppervlak dat wordt bewerkt en voor het waarborgen dat de spaanvorming binnen de capaciteit van de wisselplaatgeometrie ligt.
Penetratiewaarde, vf
De penetratiewaarde staat voor de snelheid van de axiale beweging en is sterk gerelateerd aan de productiviteit.
Verspaningsvolume, Q
Verspaningsvolume betekent hoeveel materiaal kan worden verwijderd in een bepaald tijdsbestek en is sterk gerelateerd aan de productiviteit voor voorbewerken.
Snedediepte, ap
De snedediepte is het verschil tussen de ongesneden en gesneden gatradius.
Instelhoek, kr (º)
De snijkant benadering op het werkstuk wordt uitgedrukt middels de instelhoek als de hoek tussen de hoofdsnijkant en de richting van de voeding.
Netto vermogen, Pc
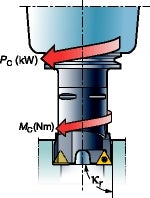
Het vermogen van de machine moet voldoende zijn voor de wisselplaten om de snijwerking te realiseren. Er moet rekening gehouden worden met de mechanische en elektrische efficiëntie van de machine bij het kiezen van de snijgegevens.
Koppel, Mc
De koppelwaarde die wordt geproduceerd door het kottergereedschap tijdens het kotteren, welke de machine moet bieden.
