
Hoe de standtijd bij draaien te verbeteren
De drie belangrijkste bewerkingsparameters bij draaien zijn snelheid, voeding en snedediepte. Elk daarvan heeft een effect op de standtijd. Voor de beste standtijd bij draaien:
- Reduceer de snijsnelheid, vc (om hitte te reduceren)
- Optimaliseer de voeding, fn (voor de kortst mogelijke snijtijd)
- Optimaliseer snedediepte, ap (om het aantal sneden te reduceren)
Snijsnelheid, vc
Te laag
- Snijkantsopbouw
- Bot worden van de snijkant
- Onvoordelig
- Slechte oppervlaktekwaliteit
Te hoog
- Snelle vrijloopvlakslijtage
- Slechte afwerking
- Snelle kraterslijtage
- Plastische vervorming

Snijsnelheid, vc, heeft een groot effect op de standtijd. Stel vc in voor het beste rendement vc.
(Standtijd op Y-as)
Voedingssnelheid,fn
Te licht
- Lintspanen
- Snelle vrijloopvlakslijtage
- Snijkantsopbouw
- Onvoordelig
Te zwaar
- Minder spaanbeheersing
- Slechte oppervlakte-afwerking
- Kolkslijtage / plastische vervorming
- Groot opgenomen vermogen
- Spaanlassen
- Spaanhamering
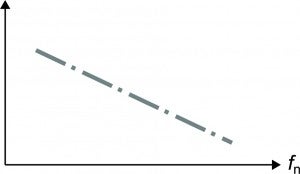
Voeding, fn, heeft minder effect op de standtijd dan vc.
(Standtijd op Y-as)
Snedediepte, ap
Te klein
- Minder spaanbeheersing
- Trillingen
- Overmatige hitte
- Onvoordelig
Te diep
- Groot opgenomen vermogen
- Wisselplaatbreuk
- Verhoogde snijkrachten
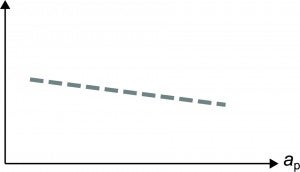
Snedediepte, ap, heeft een klein effect op de standtijd.
(Standtijd op Y-as)
Onderhoud van gereedschap
Door routinematig onderhoud uit te voeren aan het gereedschap in de werkplaats zal de standtijd bij draaien worden verbeterd, kunnen problemen worden vermeden en kan geld worden bespaard.
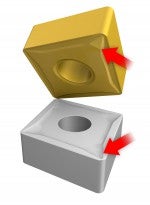
Controleer de wisselplaatzitting
Het is belangrijk om ervoor te zorgen dat de zitting van de wisselplaat niet beschadigd wordt tijdens de bewerking of hanteren van het gereedschap.
Let op:
- Te grote zittingen als gevolg van slijtage. Wisselplaat zit niet goed in de zittingszijden. Gebruik een voelermaat van 0,02 mm (0,0008 inch) om de speling te controleren
- Er mogen geen openingen tussen de onderlegplaat en de onderkant van de zitting zijn
- Beschadigde onderlegplaten. Onderlegplaten mogen geen beschadigde hoeken hebben in het snijgebied
- Slijtage op de onderlegplaat van de spaanbreking en/of afdrukken van de wisselplaat


Reinig de wisselplaatzitting
Zorg ervoor dat de wisselplaatzitting vrij is van stof of metaalspanen die bij het bewerken worden geproduceerd. Blaas indien nodig de wisselplaatzitting schoon met perslucht. Als boorbaren met snijkoppen worden gebruikt, dan is het belangrijk om de koppeling tussen de kop en de baar te controleren en te reinigen tijdens het vervangen van de snijkop.
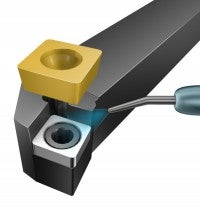

Momentsleutel

Om de beste resultaten te bereiken bij gereedschapshouders met schroefopspanning, moet een momentsleutel worden gebruikt voor het correct vastzetten van de wisselplaat. Gebruik het aanbevolen koppel voor elke gereedschapshouder.
- Een te hoog koppel heeft een negatief effect op de prestaties van het gereedschap en kan leiden tot het breken van de schroef
- Een te laag koppel zal leiden tot beweging van de wisselplaat, trillingen en een slechter snijresultaat
Opspanschroeven
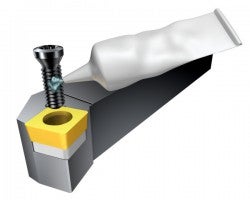
Gebruik altijd een momentsleutel om ervoor te zorgen dat de schroeven correct zijn vastgedraaid. Breng voldoende smeermiddel op de schroef aan om te voorkomen dat de schroef vast komt te zitten. Smeermiddel moet zowel worden aangebracht op de schroefdraad als het schroefkopvlak. Vervang versleten of beschadigde schroeven.
Snijgegevens
Snelheden en voedingen voor afsteken en groefsteken Gebruik de correcte voedingssnelheden... chevron_right
Hoe de juiste draaiwisselplaat te kiezen
Er zijn veel parameters om rekening mee te houden bij het kiezen van een draaiwisselplaat.... chevron_right
Tips voor schroefdraad draaien
Een algemeen probleem bij het draadsnijden is dat spanen zich om robots, spantangen,... chevron_right
Probleemoplossen
Het goed observeren van de wisselplaat/snijkant na het bewerken kan helpen bij het... chevron_right
