
CoroTurn® TR
안정적인 외경 및 내경 프로파일 가공
고객 사례
CoroTurn® Hard PrimeTurning을 이용한 정삭 가공
+38%
공구 수명 증가
공구 수명 증가
+19%
생산력
생산력

| 구성 요소 | 입력 샤프트 | |
| 재료 | H1.3.Z.HA, 16MnCr5, 60HRC(표면 경화) | |
| 작업 | 정삭 가공(Rz 최대 4) | |
| 기계 | EMAG VTC |
도전: 고객은 생산성을 높이고 가공물 생산성을 높일 수 있는 솔루션을 찾았습니다.
결과: 고객은 CoroTurn® TR로 바꾼 후 공구 수명이 크게 증가하고 사이클 시간이 단축되어 생산성이 향상되는 효과를 경험했습니다.
| 경쟁자 | Sandvik Coromant | |
| 도구 | - | C4-TR-D13HCL-27050 |
| 인서트 | - | TR-DC1306S01515FWX 7115 |
| vc, m/min(ft/min) | 100 (328) | 160 (524) |
| fn, mm/rev(in/rev) | 0.20 (0.008) | 0.30 (0.012) |
| ap, mm(인치) | 0.15 (0.006) | 0.15 (0.006) |
| 공구 수명, 개 | 216개 | 300개 |
고객 사례
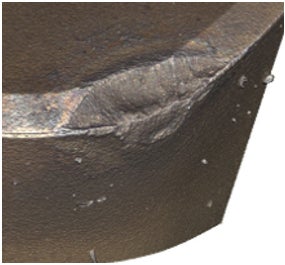
CoroTurn® TR, QS™ 섕크를 사용한 프로파일 가공
| 가공물 재질 | 스테인리스강, M1.0.Z.AQ(200 HB) |
| 절삭 공구, 인서트 | QS-TR-D13JCR 2020HP, D1308 2025 |
| vc m/min (ft/min) | 200 (3.94) |
| fn mm/r (in/rev) | 0.18 (0.007) |
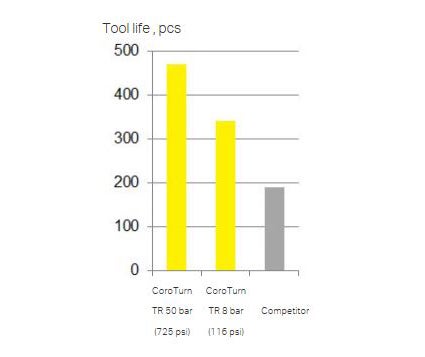
한 고객이 CoroTurn® TR QS 섕크로 교체한 후 훨씬 더 많은 가공물을 가공할 수 있었습니다. 내부 오버 및 언더 절삭유를 적용한 결과 절삭유 압력의 높고 낮음에 상관없이 큰 개선효과를 경험할 수 있었습니다.
| 절삭유, 바 (psi) | 50 (725) | 8 (116) | 외부 |
| 공구 수명, 개 | 470 | 340 | 190 |
고객 사례
CoroTurn® TR을 이용한 고경도 정밀 부품 선삭 가공
+186%
공구 수명
공구 수명
| 작업 | 외경 정밀 고경도 부품 선삭 가공 |
| 구성 요소 | 삼각대(거미) |
| 재료 | 16 MnCrS5 (58 – 62 HRc) |
| 도구 | TR-SL-D13UCR-25 |
| 인서트 | TR-DC1308S01020F 7015 |
도전: 고객은 외경 정밀 고경도 부품 선삭을 위한 효율적인 솔루션을 개발해야 했습니다. 목표는 허용 가능한 비용 매개 변수 내에서 표면 조도와 공정 능력을 달성하는 것이었습니다.
결과:
- 가공물당 비용 감소 및 공정 능력 향상
- 다른 공구와 비교해 정밀한 공차를 유지하는 일관된 품질
- 공구 수명이 날당 70개에서 200개로 향상
- 생산성 31% 향상
| vcm / min (ft / 분) | 140 (459) | 150 (492) |
| fn mm/rev (인치/rev) | 0.07 (0.002) | 0.05 (0.0019) |
| ap mm (인치) | 0.3 (0.011) | 0.3 (0.011) |
| 결과 | ||
| 표면 조도 (Ra) | 0.5 | 0.5 |
| 공구 수명(개) | 200 | 70 |
| 절삭 시간(분) | 61.16 | 27.97 |
| 금속 제거 (Q) | 2.94 | 2.25 |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형