
CoroPlex® YT
전방향 Y축 선삭 가공
요건
NC 제어
CAM 프로그래밍
적용 팁
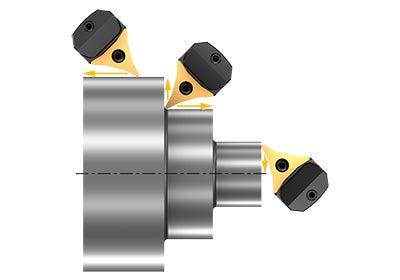
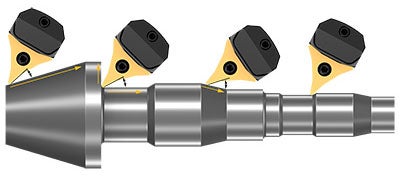
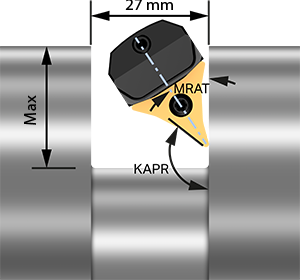
절입각: CoroPlex® YT 및 CoroTurn® TR
• 포켓과 캐비티가 있는 가공물
• 최적의 절입각: 60–90°
• 가능하면 공구를 이송 방향에 수직으로 유지하십시오.
• 작고 큰 절입각 방지
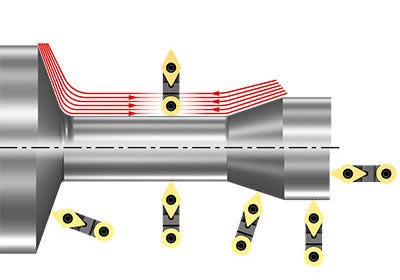
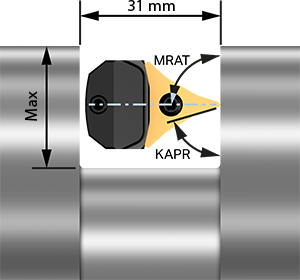
절입각: PrimeTurning™
• 샤프트, 플랜지 및 언더컷이 있는 가공물
• 최적의 절입각: 25–30°
• 작고 큰 절입각 방지
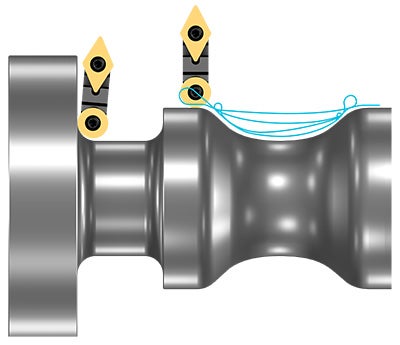
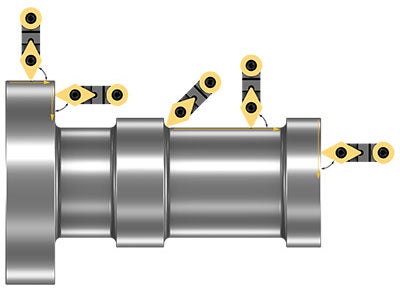
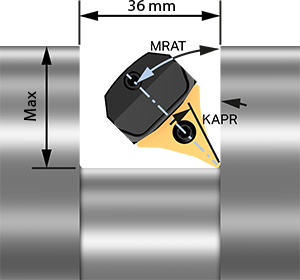
절입각: CoroPlex® YT 및 CoroTurn® 107
• 포켓과 캐비티가 있는 가공물
• 작은 절입 깊이, 권장 ap(인서트 직경의 10–15%)를 사용하십시오.
• 일정한 칩 두께를 기준으로 이송률을 프로그램하십시오.
• 진입과 진출이 매끄러운 비선형 선삭 가공법을 사용하십시오.

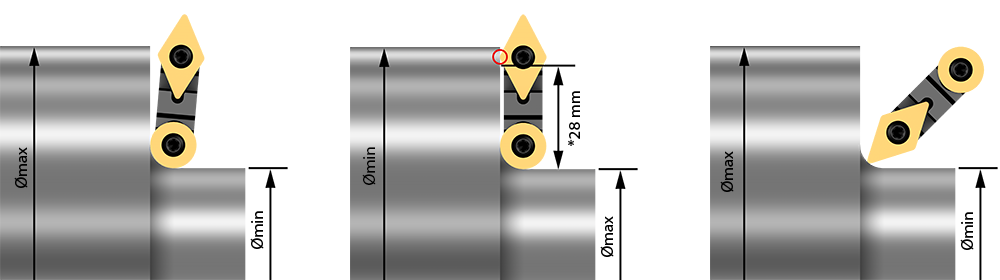
공구 길이 vs 가공물 직경
공구 길이는 가공물 직경을 제한합니다.
추천사항
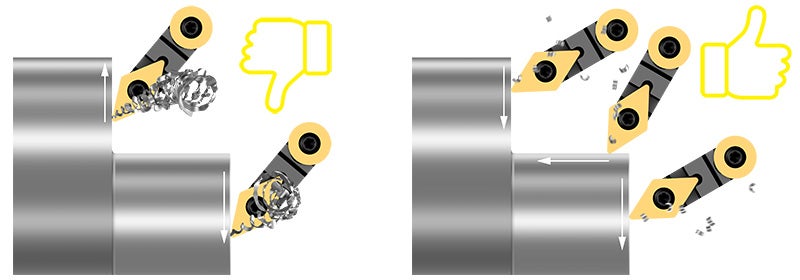
절입각
- 절입각은 칩 컨트롤과 노치 마모에 큰 영향을 줍니다.
- 너무 작거나 큰 절입각은 피하십시오.
- 큰 절입각으로 중심까지 평면 가공하면 공구 수명이 크게 단축됩니다.
- 큰 절입각을 피할 수 있는 경우 노즈 반경보다 낮은 ap를 사용하십시오.
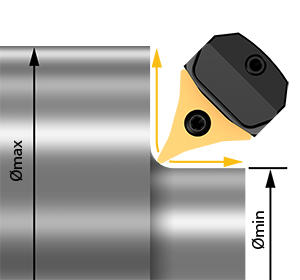
접근: 최대 플랜지 높이
| Ømax, mm | Ømin, mm | 최대 플랜지 높이*, mm |
| 100 | 0 | 50 |
| 150 | 100 | 25 |
| 200 | 170 | 15 |
| 250 | 232 | 9 |
| Ømax, mm | Ømin, mm | 최대 플랜지 높이, mm |
| 100 | 0 | 50 |
| 150 | 0 | 75 |
| 200 | 90 | 55 |
| 250 | 170 | 40 |
접근: 포켓 최소 폭 및 최대 깊이
KAPR 120°
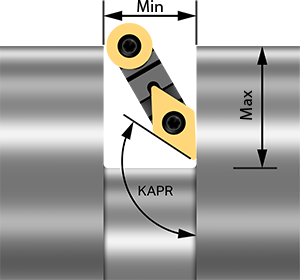
| Ømax, mm | 최소 포켓 폭, mm | 최대 포켓 깊이, mm |
| 100 | 26 | 40 |
| 150 | 28 | 50 |
| 200 | 28 | 45 |
| 250 | 27 | 35 |
KAPR 95°
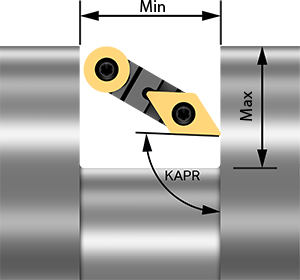
| Ømax, mm | 최소 포켓 폭, mm | 최대 포켓 깊이, mm |
| 100 | 38 | 40 |
| 150 | 41 | 40 |
| 200 | 46 | 45 |
| 250 | 49 | 40 |
KAPR 62.5°
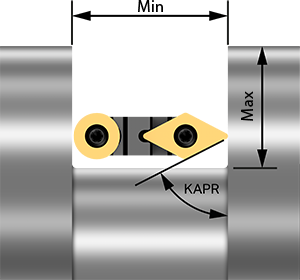
| Ømax, mm | 최소 포켓 폭, mm | 최대 포켓 깊이, mm |
| 100 | 43 | 30 |
| 150 | 48 | 30 |
| 200 | 50 | 25 |
| 250 | 50 | 18 |
접근: 최대 플랜지 높이 및 포켓 폭
.
.
| Ømax, mm | Ømin, mm | 최대 플랜지 높이, mm |
| 100 | 0 | 50 |
| 150 | 0 | 75 |
| 200 | 120 | 40 |
| 250 | 200 | 25 |
KAPR 130°
MRAT -32.5°
| Ømax, mm | 최소 포켓 깊이, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 40 |
| 250 | 20 |
KAPR 27.5°
MRAT -45°
| Ømax, mm | 최소 포켓 깊이, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 40 |
| 250 | 20 |
KAPR 72.5°
MRAT -90°
| Ømax, mm | 최소 포켓 깊이, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 50 |
| 250 | 30 |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형