
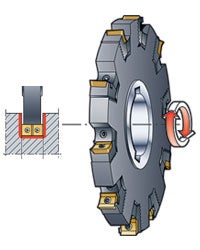
CoroMill 331
다목적 측면 및 평면 밀링 커터

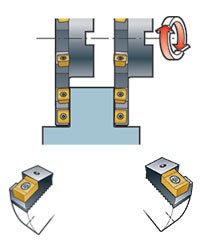
법세팅
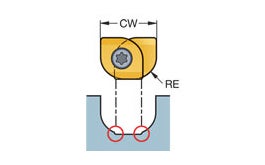
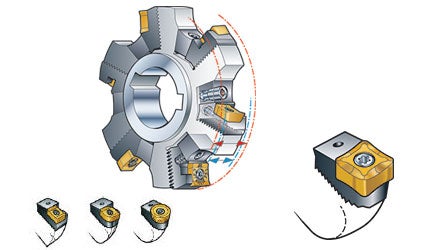
코너 반경이 큰 인서트 활용
원형 인서트 활용
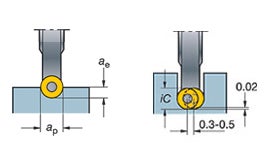
홈이 IC/2보다 깊을 경우 각 카세트를 0.5 mm (0.020 inch) 조정할 것을 권장합니다.



적용 팁
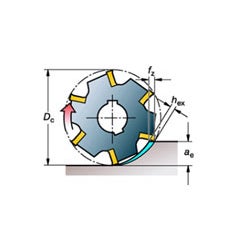
최대 칩 두께
절단 및 홈 밀링 가공에서 기억해야 할 가장 중요한 요소는 최대 칩 두께(hex)입니다.
• 맞물림/커터 직경 비율은 항상 30% 미만입니다.
• 전단 가공 대신 가공물을 마찰시켜 너무 낮은 칩 두께 영역에서 작동하지 않도록 ae/DC 비율을 고려해 최적의 hex를 이용하세요.
• 올바른 hex 값은 절삭 수행과 표면 조도 그리고 공구 수명이 향상됩니다.

재종 선택
• 홈 가공에서는 PVD 재종을 우선 추천으로 사용하세요.
• 하프 측면 밀링 가공에서는 CVD 재종을 우선 추천으로 사용하세요.

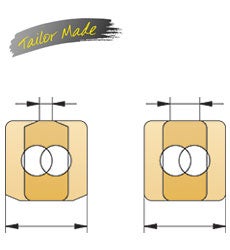
오버랩 문제 감소
• 절삭날 길이가 감소한 Tailor Made(주문 제작) 인서트를 사용하세요.
• 오버랩 영역에서 마모가 감소합니다.
• 칩 컨트롤이 개선되고 출력 소비가 최대 10% 감소합니다.
권장사항
커터 바디 선택
- 적용 영역(예: 풀 사이드 및 평면, 하프 사이드 및 평면, 역방향 평면 등)에 따라 커터를 설계하고 이름을 붙였습니다.
- 필요한 ar을 얻고 안정성을 극대화하려면 가장 작은 커터 직경을 사용하십시오.
- 고정된 직경의 경우 생산성 향상을 위해 zn이 높은 커터를 사용하십시오.
풀 사이드 및 평면 커터
| 우승수 커터 | |
| 우승수 카세트 |
|
| 좌승수 카세트 | |
하프 사이드 및 평면 커터
| 스핀들 회전 R | 스핀들 회전 L | ||
| R 스타일 커터 R331.52…R R 카세트 |
 |
L 스타일 커터 L331.52…L L Cassette |
|
| R 스타일 커터 R331.52…L L 카세트 |
L 스타일 커터 L331.52…R R Cassette |
||
| R 스타일 커터 R331.52 |
L 스타일 커터 L331.52 |
||
| L 스타일 커터 L331.52 |
R 스타일 커터 R331.52 |
||
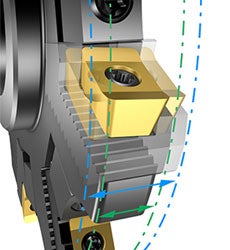
절삭날 길이
홈 가공을 위해 풀 사이드 평면 밀링 가공 및 평면 밀링 커터를 선택할 때는 항상 가장 작은 커터 폭을 사용하십시오. 두 인서트의 오버랩을 최적화하는 것이 안정적인 가공을 위해 중요합니다.
카세트 선택
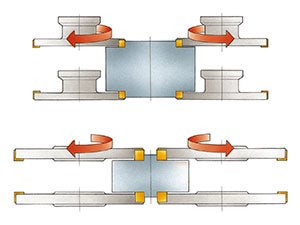
하프 사이드 및 평면 밀링
풀 사이드 및 평면 밀링
주의: 8날 사각형 인서트가 장착된 커터 직경 DC는 3.2 mm (0.126 inch) 더 큽니다.
우선 추천 인서트
풀 사이드 및 평면 밀링 가공 
| 황삭 가공 | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| 중삭 | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| 정삭 | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
권장사항은 습식 조건이 권장되는 ISO-S를 제외한 모든 소재 그룹에서 건식 조건 기준입니다. 습식 조건에서는 PVD 코팅 재종을 사용하십시오.
하프 사이드 및 이중 하프 사이드 밀링 가공 
| 황삭 | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| 중삭 | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| 정삭 | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
권장사항은 습식 조건이 권장되는 ISO-S를 제외한 모든 소재 그룹에서 건식 조건 기준입니다. 습식 조건에서는 PVD 코팅 재종을 사용하십시오.
형상 선택
| 쉽고 양호한 조건 | 어렵고 힘든 조건 | ||||
|
| |||||
| 날카로움 | 인성 | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
절삭 조건
| 주문 코드 | ISO 소재 | fz | hex | ||
| 시작값 | 최소-최대 | 시작값 | 최소-최대 | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형