
직경 148–1260 mm (5.91–49.61 inch)
 |  |  | |||
 | 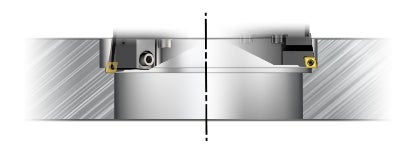 | 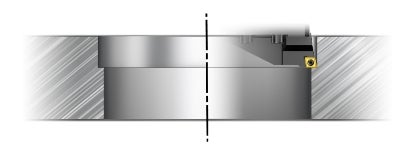 | |||
| 생산성이 높은 보링 | 스텝 보링 | 싱글 절삭날 보링 | |||
| 요구사항: | |||||
| 어댑터 1개 연장 슬라이드 2개 카트리지 2개 | 어댑터 1개 연장 슬라이드 2개 카트리지 2개 | 어댑터 1개 연장 슬라이드 1(2)개 카트리지 1(2)개 두 번째 슬라이드와 카트리지는 카운터웨이트로 사용 |
공구 장착
직경 148–300 mm (5.83–11.81 inch)
- 슬라이드를 어댑터에 장착하고 와셔를 클램핑 스크류에 놓으십시오.
- 카트리지를 슬라이드에 놓고 컵 스프링을 클램핑 스크류에 놓으십시오.
- 슬라이드와 카트리지가 쉽게 움직이도록 슬라이드의 클램핑 스크류를 손으로 조이십시오.
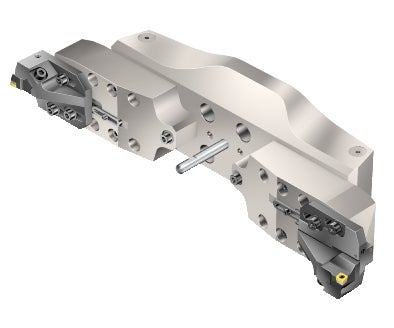
직경 298–540 mm (11.81–21.26 inch)
- 직경 범위에 따라 올바른 위치에서 슬라이드를 브릿지에 장착하십시오.
- 카트리지를 슬라이드에 놓으십시오.
- 컵 스프링을 클램핑 스크류에 놓으십시오.
- 슬라이드와 카트리지가 쉽게 움직이도록 슬라이드의 클램핑 스크류를 손으로 조이십시오.
슬라이드 스크류를 고정할 때 또는 공구가 기계에 장착되어 있는 상태에서 조정할 때 중력에 의해 컵 스프링 압력이 슬라이드의 움직임을 방지합니다.
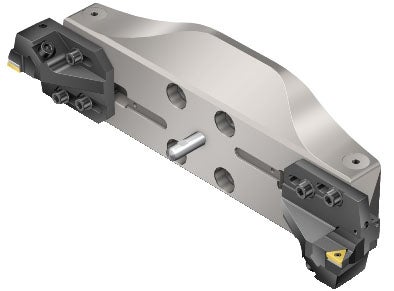
직경 538–1260 mm (21.18–49.61 inch)
- 직경 범위에 따라 올바른 위치에서 브릿지 연장부를 브릿지에 장착하십시오.
- 스크류로 조이고 토크가 올바른지 확인하십시오.
- 직경 범위에 따라 올바른 위치에서 슬라이드를 브릿지 연장부에 장착하십시오.
- 카트리지를 슬라이드에 놓으십시오.
- 컵 스프링을 클램핑 스크류에 놓으십시오.
- 슬라이드와 카트리지가 쉽게 움직이도록 슬라이드의 클램핑 스크류를 손으로 조이십시오.
슬라이드 스크류를 고정할 때 또는 공구가 기계에 장착되어 있는 상태에서 조정할 때 중력에 의해 컵 스프링 압력이 슬라이드의 움직임을 방지합니다. 컵 스프링의 위치가 그림을 따르도록 하십시오.
공구 세팅
생산성이 높은 보링
- 매끄러운 세팅을 위해 카트리지의 클램핑 스크류에 미리 압력을 가하십시오.
- 인서트 노즈 반경이 설정한 길이에 도달할 때까지 세팅 스크류로 조정하십시오.
- 항상 작은 값에서 큰 값으로 길이를 조정하십시오.
- 카트리지 클램핑 스크류를 고정하십시오.
- 카트리지 조정(축 방향):
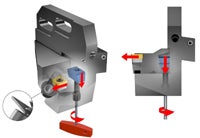
- 슬라이드 조정(반경 방향):
- 매끄러운 세팅을 위해 슬라이드의 클램핑 스크류에 미리 압력을 가하십시오.
- 인서트 노즈 반경이 설정한 직경에 도달할 때까지 세팅 스크류로 조정하십시오.
- 항상 작은 값에서 큰 값으로 직경을 조정하십시오.
- 슬라이드 클램핑 스크류를 고정하십시오.
- 인서트를 장착하십시오.
- 공구를 공구 프리세터에 놓으십시오.
- 선택한 슬라이드에서 가장 큰 직경을 찾을 때까지 공구를 회전하십시오. 프리세터에서 이 위치를 고정하십시오.
- 공구 프리세터에서 원하는 직경을 설정하는 방법:
- 두 번째 슬라이드에도 같은 과정을 반복하십시오.
- 슬라이드와 카트리지의 클램핑 스크류를 조이십시오. 보링 공구의 권장 조임 토크를 확인하려면 아래 취급 설명서를 참조하십시오(필요 시 공구 프리세터 밖에서 수행 가능).
- 공구 프리세터에 있는 공구의 직경과 길이를 점검하십시오. 가능하다면 공구 데이터를 기계 제어 시스템으로 전송하십시오.
스텝 보링
두 슬라이드를 서로 다른 직경과 높이로 설정하십시오. 더 작은 직경의 슬라이드를 더 긴 축 방향 위치로 설정해야 합니다. 최종 직경의 슬라이드는 더 짧은 공구 길이를 나타냅니다. 양 절삭날의 축 방향 차이가 최소한 이송률의 절반이어야 합니다. 날당 이송률이 회전당 이송률과 동일합니다.
- 매끄러운 세팅을 위해 카트리지의 클램핑 스크류에 미리 압력을 가하십시오.
- 인서트 노즈 반경이 설정한 길이에 도달할 때까지 세팅 스크류로 조정하십시오.
- 항상 작은 값에서 큰 값으로 길이를 조정하십시오.
- 카트리지 클램핑 스크류를 고정하십시오.
- 카트리지 조정(축 방향):
- 슬라이드 조정(반경 방향):
- 매끄러운 세팅을 위해 슬라이드의 클램핑 스크류에 미리 압력을 가하십시오.
- 인서트 노즈 반경이 설정한 직경에 도달할 때까지 세팅 스크류로 조정하십시오.
- 항상 작은 값에서 큰 값으로 직경을 조정하십시오.
- 슬라이드 클램핑 스크류를 고정하십시오.
- 인서트를 장착하십시오.
- 공구를 공구 프리세터에 놓으십시오.
- 선택한 슬라이드에서 가장 큰 직경을 찾을 때까지 공구를 회전하십시오. 프리세터에서 이 위치를 고정하십시오.
- 주의: 공구의 밸런스를 최대한 맞추기 위해 총 절삭 깊이를 균등하게 두 부분으로 나눠야 합니다.
- 공구 프리세터에서 원하는 직경을 설정하는 방법:
- 두 번째 슬라이드에도 같은 과정을 반복하십시오.
- 슬라이드와 카트리지의 클램핑 스크류를 조이십시오. 보링 공구의 권장 조임 토크를 확인하려면 아래 취급 설명서를 참조하십시오(필요 시 공구 프리세터 밖에서 수행 가능).
- 공구 프리세터에 있는 공구의 직경과 길이를 점검하십시오. 가능하다면 공구 데이터를 기계 제어 시스템으로 전송하십시오.
싱글 절삭날 보링
- 축 방향 조정이 필요하지 않습니다. 카트리지 클램핑 스크류를 고정하십시오.
- 슬라이드 조정(반경 방향):
- 매끄러운 세팅을 위해 슬라이드의 클램핑 스크류에 미리 압력을 가하십시오.
- 인서트 노즈 반경이 설정한 직경에 도달할 때까지 세팅 스크류로 조정하십시오.
- 항상 작은 값에서 큰 값으로 직경을 조정하십시오.
- 슬라이드 클램핑 스크류를 고정하십시오.
- 한 카트리지에 인서트를 장착하십시오. 주의: 공구 균형을 위해 다른 슬라이드를 카트리지와 함께 사용합니다.
- 공구를 공구 프리세터에 놓으십시오.
- 선택한 슬라이드에서 가장 큰 직경을 찾을 때까지 공구를 회전하십시오. 프리세터에서 이 위치를 고정하십시오.
- 공구 프리세터에서 원하는 직경을 설정하는 방법:
- 두 번째 슬라이드에도 같은 과정을 반복하십시오.
- 슬라이드와 카트리지의 클램핑 스크류를 조이십시오. 보링 공구의 권장 조임 토크를 확인하려면 아래 취급 설명서를 참조하십시오(필요 시 공구 프리세터 밖에서 수행 가능).
- 공구 프리세터에 있는 공구의 직경과 길이를 점검하십시오. 가능하다면 공구 데이터를 기계 제어 시스템으로 전송하십시오.
직경 298–1260 mm (11.73–49.61 inch)
다중 날 보링
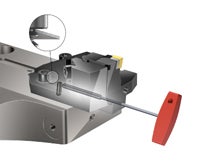
권장 직경 세팅 방법은 프리세터를 사용하거나 프리셋 게이지와 함께 기계 표를 기준으로 사용하는 것입니다. 프리세터가 없을 경우 눈금 표시는 대략적인 슬라이드 세팅에 도움이 됩니다. 세팅 스크류와 컵 스프링은 손쉽고 매끄러운 슬라이드 세팅, 특히 스핀들에 공구가 장착되어 있을 때 매우 유용합니다.
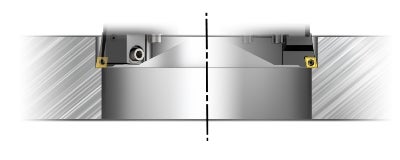
프리세터가 없을 경우 중심핀은 슬라이드 세팅에 유용합니다. 중심핀에서 절삭날까지의 거리를 측정한 다음 중심핀의 반경(8 mm (0.315 inch))을 빼서 절삭날의 반경 방향 위치를 구하십시오.
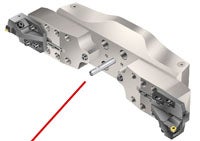
중심핀
