
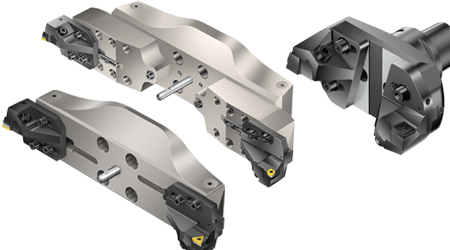
CoroBore® XL은 대직경 보링 가공용 보링 공구 시스템입니다. 브릿지와 홀더 덕분에 생산성이 높은 황삭 보링 가공이 가능합니다. 이 시스템을 이용하면 큰 보어에서 더욱 안정적이고 신뢰할 수 있는 결과물과 원하는 홀 품질 및 직경을 얻을 수 있습니다.
장점
- 안정되고 진동이 없는 보링 가공을 위해 헤드와 카트리지 사이에 견고한 인터페이스가 있는 시스템
- 높은 안정성을 목적으로 설계된 전용 카트리지
- 대직경 보링 가공에 최적화된 전용 공구 홀더
- 경량 공구로도 제공: CoroBore 경량 보링 공구는 공구 무게와 공구 교환 모멘트를 감소시켜 취급이 간편하고 더 큰 직경의 가공이 가능합니다.
- 긴 오버행에서도 생산성이 높은 보링 가공을 위해 진동방지 공구 820D(Silent Tools)로 제공
특징
- 황삭 보링 가공에 최적화된 재종이 사용되는 CoroBore® 111 4날 표준 인서트
- CoroTurn 107 및 T-Max P 인서트로 구성된 광범위한 표준 제품군
- 공구 보유 비용을 감소시켜 주는 축 방향 및 반경 방향 조정식 카트리지
- 조립 무게를 감소시켜 주는 고강성 알루미늄으로 제작
- 표면 보호를 위한 하드 코팅과 안정성과 신뢰성을 극대화하는 모든 조립부품 사이의 견고한 인터페이스
- 내부 절삭유 제공
적용
- 모든 소재에 적합한 전용 형상과 재종
- 케이싱, 하우징, 기어 박스, 프레임 등 대형 가공물
- 원형 인서트 캐리어는 클래딩 소재의 가공을 위한 생산성이 높은 솔루션입니다(예: 석유 및 가스 분야에서 인코넬 625 용접의 황삭 가공).
| 스텝 보링 | 외날 보링 |
관통 홀 |
단속 절삭 |
막힌 홀 |
ISO 적용 영역







권장사항
- 황삭 보링 가공에 최적화된 CoroBore 111을 사용하세요. 카운터보어 작업에 적합한 KAPR 90° 고강성 가공과 불안정한 조건을 위한 뛰어난 인서트 권장 절입 깊이 15 mm (0.590 inch)복합 소재(예: 클래딩 인코넬)에 적합한 KAPR 84°
- 일반 용도에서는 다양한 형상과 재종을 선택할 수 있는 CoroTurn 107을 사용하세요.
- 고강도의 인서트와 높은 공정 안정성을 요구하는 고난도의 작업에서는 T-Max P를 선택하세요.
- 스텝 보링 가공은 과도한 진동 없이 절입 깊이를 증가시키는 효과적인 방법입니다.

절삭 조건
황삭 보링 관련 일반 권장사항:
- 시작 조건: 짧은 오버행에서 vc 200 m/min(인서트 박스의 vc가 vc 200 m/min보다 큰 경우). 인서트 박스에서 절삭 권장사항의 이송과 깊이를 확인하세요.
- vc = 라벨에서 권장 데이터의 50% 진동이 발생하면 속도를 낮추고 이송량을 늘리세요. 최대 권장 이송과 ap를 동시에 사용하지 마세요.
절삭 조건: CoroBore® 111
| 주문 코드 | 재종 | fn이송 범위() | ap절입 깊이() | vc절삭 속도() | ||||||
| 최소 | 최대 | 권장 | 최소 | 최대 | 권장 | 최소 | 최대 | 권장 | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
체결 토크
인서트 스크류
| ISO | ANSI | ISO외 | 코드 | 크기 | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 |
제품 범위
 |  |  |  |
| 150-300 (5.905-11.811) | 148–300 mm (5.827–11.811 inch) | 298-540 (11.732-21.260) | 538-1260 (21.181-49.606) |
| IT9 | IT9 | IT9 | IT9 |
CoroBore® XL용 CoroBore® 111 황삭 보링 인서트
| 인서트 유형/크기 | 절입각 | IC | 형상 | 재종 |
| SPMT 06 06 - Bx SPMT 09 08 - Bx SPMT 12 12 - Bx | 84° | 6, 8, 12 | BR,BM | P 4325 M 2025 K 3210 S 1145 |
®CoroBore 111 인서트 제품 구성으로 이동하려면 여기를 클릭하세요.
조립부품 개요:
 |  |  | |||
| 1. 카트리지 2. 슬라이드 3. 어댑터 | 1. 카트리지 2. 슬라이드 3. 브릿지 | 1. 카트리지 2. 슬라이드 3. 브릿지 연장부 4 브릿지 |
재종 및 형상
| GC4235 | GC4225 | GC4215 |
| GC2035 | GC2025 | GC2015 |
| GC4215 | GC3215 | GC3210/GC3205* |
| GC1115 | H10 | GC1810 |
| GC1115/H13A | GC1105 | GC1105 |
*GC3210 구상흑연주철, GC3205 회색 주철
절삭 데이터 권장사항은 종합 카탈로그를 참조하세요.
홀딩 공구
직경 148-300 mm (5.827-11.811 inch)의 경우 CoroBore XL에 Coromant Capto 백엔드 커플링과 통합된 어댑터가 사용됩니다. 직경 298-1260 mm (11.732-49.606 inch)의 경우 CoroBore XL 홀더는 대직경 보링 가공에 최적화된 특수한 공구 측면 인터페이스와 함께 설계되었습니다. 홀더의 큰 지지면이 안정성을 보장하고 대형 평면 드라이빙 키로 축 방향 부하를 흡수해 높은 토크를 지탱합니다.
중심과 플랜지 모두에서 내부 절삭유를 사용할 수 있습니다. 드라이빙 키와 브릿지의 90도 회전이 가능합니다.
굽힘 강성과 토크 전달은 보링 가공용 공구 홀더를 선택할 때 가장 중요한 요소입니다. 최상의 안정성과 홀 품질을 원할 경우 Coromant Capto 또는 Coromant EH 시스템을 사용하세요.
Coromant Capto 커플링은 모든 홀 가공 방법을 포함해 모든 금속 절삭 가공을 위해 설계된 유일한 모듈형 공구 시스템입니다. 서로 다른 가공 작업과 기계에서 동일한 절삭 공구와 어댑터를 사용할 수 있습니다. 이를 통해 작업장 전체에서 단일 공구 시스템으로 표준화할 수 있습니다. 다음에 유의하십시오.
- 가능한 한 가장 짧은 어댑터를 선택하세요.
- 가능한 한 가장 강한 어댑터를 선택하세요.
- 축소가 필요하면 테이퍼 버전을 사용하세요.
- 긴 오버행(>4 x DCON)에서는 진동방지 어댑터를 사용하세요.
- 긴 오버행에서는 리지드 클램핑의 플랜지가 스핀들에 밀착되어 있는지 확인하세요.
Coromant EH 시스템은 탁월한 툴링 유연성을 제공해 다양한 헤드, 어댑터 및 섕크 중에서 선택할 수 있습니다.
- 표준화된 공구를 통한 공구 재고의 감소로 기계 유지보수 시간의 최소화 가능
- 직경 범위 1–36 mm (0.039–1.42 inch)에서 대형 머시닝 센터에서와 같이 긴 도달범위를 요구하는 보링 가공 Coromant EH 시스템이 공정 안정성을 해치지 않으면서 필요한 도달범위를 제공하는 일반적인 가공 방법은 깊은 포켓
보링 가공용 어댑터/척 선택
| Coromant Capto | CoroChuck 930 | 열박음 어댑터 | 콜릿 척 어댑터 | |
| 토크 전달 | +++ | +++ | +++ | +++ |
| 런아웃 | +++ | +++ | +++ | +++ |
| 균형 | +++ | +++ | +++ | +++ |
| Coromant Capto | 1 | |||
| Coromant Capto | 1 | |||
| Coromant Capto | 1 | |||
| 1 | 2 | 3 | ||
| 원통형 | 1 | |||
| EH | 1 | |||
| Coromant Capto | ||||
| Coromant Capto | 1 | |||
| EH | 1 | |||
| 1 | = 우선 추천 | |||
| 2 | 3 | = 대체 선택 | ||
®
Coromant Capto 시스템 - 우선 추천
| 뛰어난 반복성과 최상의 안정성을 위해 항상 Coromant Capto 커플링과 함께 공구를 사용할 것을 권장합니다. |  |  |  |
| CoroBore 820 | |||
 |  | ||
| Coromant Capto 기본 홀더 및 어댑터 | CoroBore 825 | ||
 | |||
| DuoBore | |||
 | |||
| 정삭 보링 헤드 | |||
 | |||
| CoroBore XL | |||

CoroChuck™ 930 – 원통형 섕크가 있는 보링 공구에 우선 추천
| CoroChuck 930 정밀 척은 최신 Fulcrum 기술 덕분에 런아웃 정밀도가 매우 우수하고 토크 전달력이 높습니다. 이 기술은 동급 최강의 빠짐 안정성을 제공합니다. |  | |  |
| HD 버전 | CoroBore 825 원통형 섕크 | ||
 | |||
| 가는 버전 | |||
 | |||
| CoroBore 824 XS EH |
대체 어댑터
| 접근성을 위해 열박음 어댑터를 사용할 수 있습니다. 그러나 접근성이 요구될 경우 통합 진동방지 메커니즘이 있는 CoroBore 825가 바람직합니다. |  | | |
| 열박음 어댑터 | CoroBore 825 원통형 섕크 |
| CoroBore 825 원통형 섕크와 함께 콜릿 척을 사용할 수 있습니다. 그러나 HydroGrip에 비해 낮은 클램핑력과 큰 런아웃 때문에 최적의 솔루션이 될 수 없습니다. 또한 개별적으로 균형이 잡혀 있지도 않습니다. |  | | |
| 콜릿 척 어댑터 | CoroBore 825 원통형 섕크 |
