
나사 밀링 커터를 선택하는 방법
한날 또는 다중날 나사 밀링 공구는 다양한 작업에 적합합니다.
한날 나사
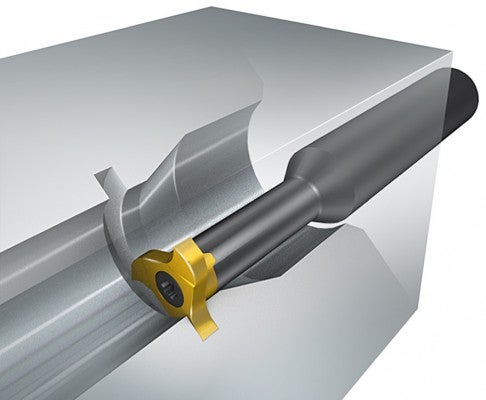
- 중간 크기에서 큰 크기의 내경 나사
- 비대칭 가공물의 큰 외경 나사
- 긴 공구 오버행이 필요한 나사의 밀링 가공이나 얇은 박판
가공물처럼 안정성이 나쁠 때 - 서로 다른 피치에 같은 인서트를 사용해야 할 때
- 낮은 출력이 필요할 때
- 소규모 생산 및 혼합 생산용
다중날 나사
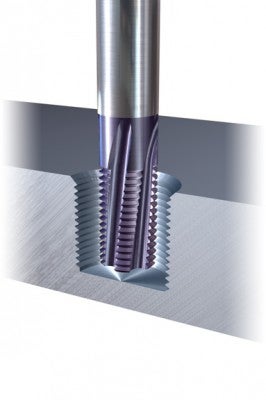
- 한 공구로 나사 가공과 챔퍼 가공을 수행할 때
- 한 번의 360° 패스로 나사를 완성할 때
- 하나 이상의 나사 크기에 같은 공구를 사용해야 할 때
(피치가 같은 경우)
인서트 유형
한날 나사 밀링 제품에는 두 가지 주요 인서트 유형이 있습니다. 선택 시 주요 고려사항은 인서트별로 서로 다른 기술적 및 경제적 특징입니다.
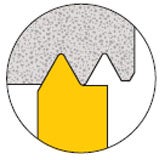
풀 프로파일

V 프로파일
풀 프로파일 인서트 – 고품질 나사 형태에 우선 추천
가장 일반적인 인서트 유형으로 나사산을 포함한 전체 나사 형상을 형성하는 데 사용됩니다.
- 강한 나사를 위해 정확한 깊이, 바닥 및 나사산 형상 보장
- 추가 가공 여유 0.03–0.07 mm (0.001–0.003 inch)
- 나사 가공 작업 후 디버링이 불필요
- 큰 노즈 반경으로 인해 V 프로파일 인서트에 비해 필요한 패스 수가 적음
- 피치 및 나사 종류별로 별도의 인서트가 필요
- 생산성 높은 나사 가공
나사의 정삭 직경을 남기기 위해 가공물에 추가 가공 여유를 남겨두어야함
V 프로파일 인서트 – 최소한의 공구 재고 나사 가공
V 프로파일 인서트는 나사산을 넘지 않음 따라서 나사 가공 전에 수나사의 외경과 너트의 내경을 올바른 직경으로 가공해야 함
- 나사 형상의 각도(60° 또는 55°)가 같다면 같은 인서트를 다양한 피치에 사용할 수 있음
- 재고에 필요한 인서트가 적음
- 노즈 반경이 가장 작은 피치를 제공하도록 설계되어 공구 수명이 감소
공구 홀더 권장사항
공구 수명을 향상시키려면 항상 런아웃 정확도가 우수한 공구 홀더를 사용하십시오.
유압척 | 콜릿척 | 웰던어댑터 | 열박음 | ||
 |  |  |  | ||
 | 인서트 교환형 나사 밀링 커터 |  |  | ||
 | 솔리드 초경 나사 밀링 커터 | | | |
우선 추천 | |
이차 추천 |
나사 선삭 인서트 및 심을 선택하는 방법
작업에 가장 적합한 나사 선삭 인서트를 선택할 때는 인서트 유형, 측면/반경 방향 여유 및 인서트 형상을 고려해야 합니다. 이 모두가 칩 컨트롤,... chevron_right
선삭 가공에서 공구 수명을 개선하는 방법
선삭 가공에서 세 가지 주요 가공 매개 변수는 속도, 이송 그리고 절입 깊이입니다. 각 매개 변수는 공구 수명에 영향을 주고, 최상의 공구 수명을... chevron_right
나사 선삭 가공 적용 팁
나사 선삭 가공을 할 때 공통된 문제는 칩이 로봇, 척, 공구, 가공물 주위에 감기는 것입니다. 또한 칩이 컨베이어에 걸려 파손과 가공 시간 손실을... chevron_right
나사 밀링 가공 적용 팁
나사 밀링 가공에서 최상의 결과를 얻으려면 항상 다음 권장사항을 고려하십시오. 절삭 직경의 선택 절삭 직경이 작을수록 더 높은 품질의 나사를... chevron_right
