
석유 및 천연가스 API 실링 홈의 비용 효율적인 고품질 가공을 위한 솔루션

다양한 석유 및 천연가스 가공물에서 중요한 형상인 실링 홈은 정밀 공차와 높은 품질의 표면 조도를 요구합니다. 높은 가공물 가치와 복잡성 때문에 안정적인 공정이 필수입니다. 또 다른 문제는 난삭재인 솔리드 인코넬 718과 클래딩 인코넬 625가 일반적으로 사용된다는 점입니다.
석유 및 천연가스 API 실링 홈 가공용 공구 솔루션
가공 과제
기존의 실링 홈 가공법은 공정 안정성이 나빠 생산에 차질을 가져왔습니다. 기존의 플런지 가공 공구와 반경 방향 선삭 공구는 여러 작업에서 황삭과 정삭을 수행해야 했고, 절삭 부하가 높아 공구 수명이 제한적이었습니다. 이 공정은 느리고 비용이 많이 들며 홈 직경 크기 측면에서 유연성이 없습니다.
SpiroGrooving™
SpiroGrooving은 실링 홈을 가공하기 위한 간단하지만 새롭고 혁신적인 공정입니다. 이 가공법은 CoroBore XL 시스템을 기반으로 나선형 그래프(spirograph) 공구 경로를 이용해 정밀 공차 실링 홈을 매우 안정적이고 생산적으로 가공합니다.
공구 경로는 공구 맞물림이 각 회전별로 설정된 램핑 피치를 따르는 원호 램핑으로 구성됩니다. NC 코드 생성기가 홈 직경, 공정 피치, 최대 칩 두께 등 몇 가지 입력 매개변수를 기준으로 SpiroGrooving 공구 경로를 계산합니다. 공구 사전 설정은 몇 가지 간단한 단계만 거치면 됩니다.
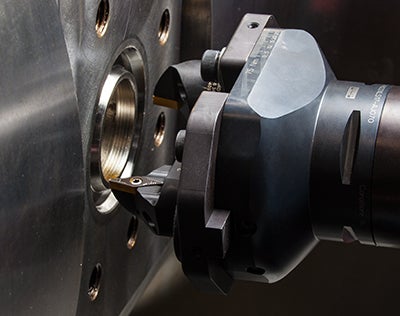
이 솔루션은 강 및 스테인리스강의 사전 클래드 가공에서 실링 홈을 가공하는데 이상적입니다. CoroBore XL의 특수한 내부 절삭유 솔루션으로 첨단 소재를 쉽게 가공할 수 있습니다. 황삭 가공과 정삭 가공이 한 작업에서 수행되기 때문에 가공 시간이 크게 감소하고 생산성이 향상됩니다.
주요 이점
SpiroGrooving™을 이용하면 실링 홈을 가장 효율적이고 안정적인 방식으로 가공할 수 있습니다.
- 향상된 절삭 조건으로 절삭 시간 감소
- 매우 높은 공정 안정성
- 광범위한 적용 분야와 공구 재고 최소화
- NC 코드 생성기를 통한 공구 및 스핀들의 빠르고 간편한 프로그래밍
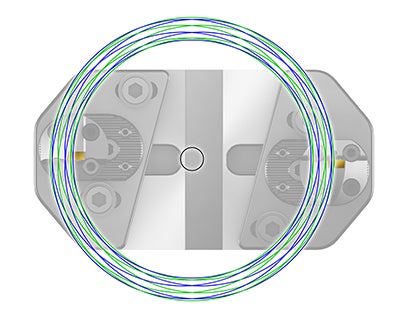
나선형 그래프(Spirograph)
SpiroGrooving은 테이퍼에서 원호 나선형 그래프(spirograph) 공구 운동을 이용합니다. 그 결과 칩 두께가 감소해 경절삭 수행과 이송 증가가 가능합니다. 인서트 절삭날의 일부가 단속 절삭을 수행해 공구와 스핀들에 엉킨 긴 칩을 제거합니다.
툴링 구성
툴링은 모듈러 구성으로 광범위한 홈 가공 분야에 적용할 수 있는 입증된 최신 표준 공구에 기반을 둡니다. 기존 가공법이 홈 유형이나 크기별로 새로운 공구 세트가 필요한 반면, SpiroGrooving 공구는 직경 범위가 광범위해 다양한 가공 작업에 적용할 수 있고 공구 재고가 최소화됩니다.
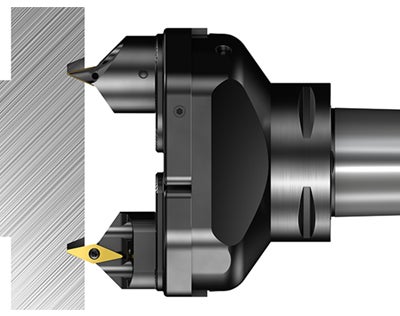
SpiroGrooving용 공구는 CoroBore® XL 보링 시스템을 기반으로 2개의 V 형상 인서트를 사용하는 복잡하지 않은 2날 공구입니다. Coromant Capto® 모듈러 툴링 공구와 함께 실링 홈 가공을 위한 전용 솔루션을 구성합니다.


CoroBore™ XL을 사용한 SpiroGrooving
| 가공물 특징 | 강 밸브 바디의 BX-154 홈 직경: 101 mm (3.99 inch) 홈 폭: 15.4 mm (0.606 inch) 깊이: 7.5 mm (0.297 inch) | |||||
| vc | n | 황삭 가공 vf | 정삭 가공 vf | ap | 총 시간 | |
| 경쟁사 실링 홈 솔루션 | 187 m/min (614 ft/min) | 500 rpm | 100 mm/min (4 in/min) | 50 mm/min (2 in/min) | 1 mm/cycle (0.04 inch) | 2분 |
| vc | n | 황삭 가공 vf | 정삭 가공 vf | 피치 | 총 시간 | |
| CoroBore XL을 사용한 SpiroGrooving™ | 300 m/min (984 ft/min) | 922 rpm | 392 mm/min (15 in/min) | 50 mm/min (2 in/min) | 2 mm/rev | 50초 |
기존 반경 방향 멀티 엣지 선삭 공구로 황삭 및 정삭 가공을 수행했을 때 총 가공 시간은 2분이었습니다. 직경 유연성이 없었고 설정 과정이 상대적으로 길었습니다.
SpiroGrooving™으로 전환하자 가공 시간이 50초로 단축되었습니다. 공구 사용이 간편하고 다른 홈 가공을 위해 손쉽게 공구를 재설정할 수 있습니다. 새 가공법을 사용했을 때 가공물 완성 시간이 절반 이하로 줄었습니다.
58%
단축된
가공
시간
팁 동영상 - API 실링 홈의 가공
모범 사례 - 메인 샤프트
메인 샤프트는 로터 허브의 회전을 기어박스로 전달하고, 최대 회전 속도가 20 rpm입니다. 메인 샤프트는 베어링에 의해 지탱됩니다. 내부는 유압... chevron_right
제품 세부정보
황삭 보링 가공 대직경 황삭 보링 가공을 위한 CoroBore XL 시스템은 큰 보어에서 견고하고 믿을 수 있는 성능을 제공하고, 원하는 홀 품질과... chevron_right
자동차 산업에서 알루미늄 가공을 최적화하는 방법
자동차 산업에서 알루미늄으로 제조한 엔진, 파워트레인, 유압 펌프 및 제동 장치 시스템 부품의 사용이 증가하면서 더욱 생산적인 가공 공정을 구현하는... chevron_right
CoroBore® XL
CoroBore XL 시스템은 대직경 보링 공구의 제품군입니다. 광범위한적용범위로황삭및정삭보링, 원호 보간 선삭, 단면 홈 가공 및 특수한 SpiroGrooving... chevron_right

