
모범 사례 - 메인 샤프트
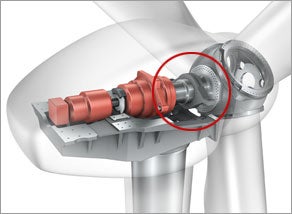
메인 샤프트는 로터 허브의 회전을 기어박스로 전달하고, 최대 회전 속도가 20 rpm입니다.
메인 샤프트는 베어링에 의해 지탱됩니다. 내부는 유압 파이프와 전기 케이블을 위해 비어있습니다. 로터의 큰 토크가 메인 샤프트를 통해 전달됩니다. 따라서 메인 샤프트는 크고, 무거우며, 매우 강해야 합니다.
메인 샤프트로 돌아가기
일반 메인 샤프트
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- 가공 전 무게 22톤
- 가공 후 무게 14톤
- 재료 제거량 8톤
- 가공 시간: 30-40시간
- 플랜지와 함께 단조
- 일반 재질:
- 2MW 메인 샤프트 예:
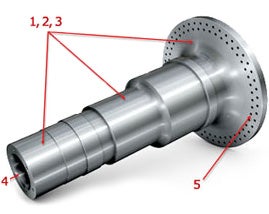
- 치수 예:
- 대직경: 1,800 mm, 소직경 400 mm
- 길이: 3,500 mm
가공물
- 대직경: 1.8미터
- 소직경: 0.4미터
- 길이: 3.5미터
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- 단조 표면
- 건식 가공
- 직경:
- 재질:
- 절삭유:
- 과제:
- 단조 및 클램핑으로 인한 직경 불일치 때문에 단속 가공
| Coromant Capto C10 고강성 |
| SCMT 380932-R5 |
| GC4235 |
| 최대 30 mm |
| 40-90 m/min |
| 1.2-1.8 mm/rev |
선삭
고강성 황삭
T-MAX® P 제품군은 선삭 가공의 생산성을 향상시킵니다. 형상이 완벽한 칩 브레이킹을 위해 설계되었습니다. 용도에 맞는 첨단 재종과 함께 고속과 건식 조건에서 칩 제거가 가능합니다.
생산성과 정밀도 그리고 안정성을 최적화하려면 Coromant Capto® 공구 고정 시스템을 사용하십시오. 모듈러 시스템이 선삭, 밀링, 드릴링, 보링에서 동일한 효과를 보장합니다.
동일한 커팅 유닛과 어댑터를 다양한 가공 분야와 기계에서 사용할 수 있어 단일 툴링 시스템으로의 표준화가 가능하기 때문에 재고가 크게 감소합니다.
| 홀더 | Coromant Capto | Coromant Capto |
| 재종 | GC4225 | GC4225 |
| 절삭 깊이 (ap) | 7-10 mm | 5-10 mm |
| 절삭 속도 (Vc) | 70-120 m/min | 70-120 m/min |
| 이송 (fn) | 0.5-2.5 mm/rev | 0.5-1.5 mm/rev |
| 홀더 | Coromant Capto |
| 인서트 | DNMX 150616-WMX |
| 재종 | GC4215 |
| 절삭 깊이 (ap) | 2-3 mm |
| 절삭 속도 (Vc) | 160-220 m/min |
| 이송 (fn) | 0.5-0.8 mm/rev |
선삭
사상
Coromant Capto 홀더는 사상 가공에서 우선 추천됩니다. GC4215 재종과 함께 사용하면 생산성과 표면 조도를 최적화할 수 있습니다.
샌드빅 코로만트 –WMX 와이퍼 형상의 혁신적인 설계 덕분에 표면 품질을 유지하면서 다양한 이송률이 가능합니다.
드릴링
짧은 홀 드릴링
기존 드릴을 CoroDrill 880으로 대체하면 같은 시간 안에 드릴링한 홀 수를 두 배 증가시킬 수 있습니다.
스텝 기술이 뛰어난 절삭 부하 균형을 보장해 생산성과 홀 품질을 크게 향상시킵니다. 고성능 재종과 함께 사용할 경우 고속 홀 가공에서 뛰어난 성능을 제공합니다.
| 홀 치수 | 공구 직경 (Dc): 39 mm 길이 (L): 140 mm |
| 드릴 | 880-D3900C5-04 |
| 내측 인서트 | 880-07 04 06H-C-GR |
| 재종 | GC1044 |
| 외측 인서트 | 880-07 04 W12H-P-GR |
| 재종 | GC4024 |
| 절삭 속도 (Vc) | 200-250 m/min |
| 이송 (fn) | 0.15-0.20 mm/rev |
| 절삭유 | 예 |
