
CoroTurn® 107
細長い部品の内径および外径旋削加工用
要領


チップシート
チップシートと切刃サポートを清掃し、損傷箇所を点検します。
シムとシムシート
シムコーナが加工中や取扱い中に外れないことを確認してください。またシムシートに構成刃先が生じないようにしてください。

接触面
サポートおよび接触面をチェックして傷や汚れがないことを確認してください。



加工ヒント
細物部品の加工
切込角効果: 常に90/0度に近い角度で変化を抑えて (91/-1~95/-5度) 加工するように試みることで、加工中の切削抵抗方向に影響を及ぼすことができます。
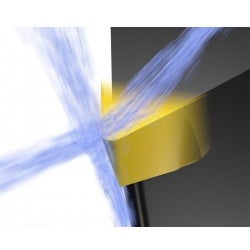
すくい面/逃げ面へのクーラント: いつどれを使用すべきか?
高精度すくい面/逃げ面へのクーラントの使用は、切りくず処理の問題を克服し、工具寿命を延ばす効果的な方法です。クーラントを適切に供給する方法および旋削加工において性能を向上させることができる、その他の有効なクーラントの推奨条件を見つけてください。
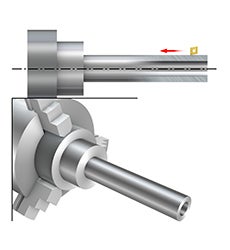
びびりやすい部品
推奨は、切削抵抗をチャック/スピンドルに向けるために、全体を1パス切削で加工することです。切込角切込角により、切削抵抗の方向を調整することができます。切込角を大きくすると結果として切削抵抗はセットアップに反するように作用し、部品にかかる曲げ応力は低くなります。
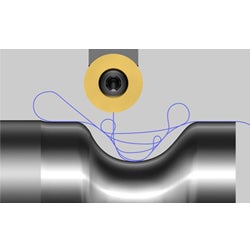
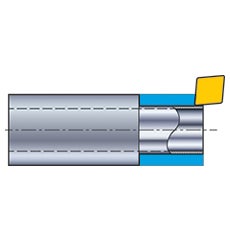
非直線形状加工
非直線形状加工は、加工が厳しい被削材におけるポケット加工などに効率の良い加工法です。摩耗ポイントが刃先に沿って移動し、加工物への入り際におけるびびりのリスクを低減します。レールインターフェース付きCoroTurn® 107を使用して、非直線形状加工を最適化し、良好な加工安定性、生産性、工具寿命、切りくず処理を達成して、工具在庫を低減します。
推奨事項
チップおよびシステム
外径軸送り旋削および端面加工
| 仕上げ加工 | 中荒加工 | 荒加工 | |
| チップ形状 | C | C | C |
| チップサイズ | 09 | 09 | 12 |
| 切込み角 | 95° | 95° | 95° |
| クランプ | スクリュー | スクリュー | スクリュー |
外径倣い加工
| 仕上げ加工 | 中荒加工 |
| D | D |
| 11 | 11 |
| 93° | 93° |
| スクリュー | スクリュー |
内径軸送り旋削および端面加工
| 仕上げ加工 | 中荒加工 | |
| チップ形状 | T | T |
| チップサイズ | 05 | 09 |
| 切込み角 | 91° | 91° |
| クランプ | スクリュー | スクリュー |
| 穴径 | 6-13 | ≥ 13.5 |
内径倣い加工
| 仕上げ加工 | 中荒加工 |
| D | D |
| 07 | 07 |
| 93° | 93° |
| スクリュー | スクリュー |
| ≥ 13 | ≥ 13 |
チップ材種
| 加工条件 | P | M | K | N | S | H |
| 良好 | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| 中程度 | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| 厳しい | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
チップブレーカ
| 加工内容 | P | M | K | N | S | H |
| 仕上げ加工 | -PF | -MF | -KF | -AL | -UM | S01020 |
| 中荒加工 | -PM | -MM | -KM | -AL | -MF | S01020 |
| 荒加工 | -PR | -MR | -KR | -AL | -MM | S02030 |
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291