
CoroMill®490
一般および複数パスの肩削り加工用の第一推奨

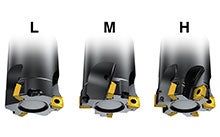
適切なチップブレーカを選択する
軽切削 (-L) 中切削 (-M) 重切削 (-H)

適切なツールホルダを選択する
工具の取り付け方はフライス加工の結果に非常に大きく影響します。切込みが大きいと、カップリングのサイズと剛性がより重要になります。これは肩削り正面フライスカッター、特にロングエッジカッターを使用する場合、径方向の切削抵抗がかなり大きくなるためです。
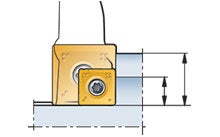
切込み
チップサイズ 08 チップサイズ 14

加工ヒント

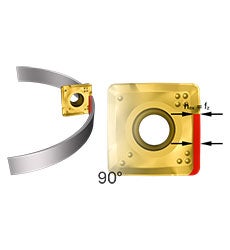
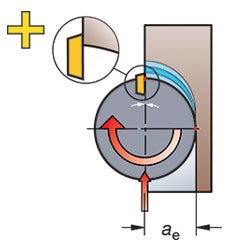
部品への食いつき
肩削り加工では、径方向の食いつきを小さくすることがよくあります。このため、刃当たり送り (fz) 対最大切りくず厚さ (hex) を考慮することが大切です。
適切な最大切りくず厚さ (hex) 値に応じて切削パラメータを算定することにより、良好な切削アクションを確保し、優れた加工面品質と工具寿命が得られます。
推奨事項
カッターボディの選定
●
厳しい加工条件

L
安定性および出力が充分ではない
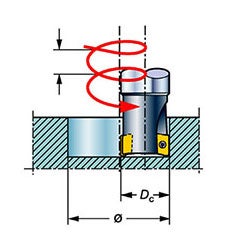
深いフル溝加工
最小の切削力
◐
平均的な加工条件

M
汎用
○
良好な加工条件

H
切りくずが短い被削材
耐熱被削材
エッジ加工
第一推奨チップ
| 荒加工 | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| 中加工 | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| 仕上げ加工 | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291