
CoroTap® 100
CoroTap 100は、鋳鉄 (ISO K)、非鉄材 (ISO N) および高硬度材 (ISO H) の短い切屑のために最適化されたストレートタップです。通り穴および止まりの加工に最適。
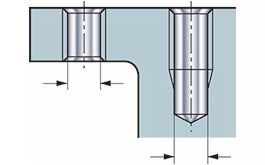
穴
基本的な穴サイズの計算には、切削タップ用の適切な計算式を使用します。

部品
穴を分析する際は、被削材、部品形状および品質を確認してください。

機械
機械の影響: 常に考慮すべき事項:

ツールホールディング
CoroChuck® 970は、すべての被削材での安定した精確なタップ加工用に設計されました。タップ工具寿命、加工面品質を改善し、最高の加工安定性を実現します。
加工ヒント

適切なタップと切削速度の選
一般的な速度はカタログに記載されています。安全なスタートバリューとして、推奨値を考慮してください。高精度切削条件には、必ず使用してください




ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291