
コロボアXLは大径ボーリング加工用のボーリングツールシステムです。ブリッジとホルダによって高生産性荒ボーリング加工が可能になります。このシステムは、大径の穴あけで剛性が高く、信頼性に優れた加工を行うことができ、必要な穴品質と直径の加工が行えるように設計されています。
利点
- ヘッドからカートリッジ間の高剛性のインターフェースによる、安定した、びびりのないボーリング加工に適した、信頼性の高いシステム
- 高剛性・高精度を目指した専用カートリッジデザイン
- 大径ボーリング加工に最適な専用ツールホルダ
- ライトウェイトツールとしても注文可能:コロボア ライトウェイトボーリング工具は、工具重量と工具交換モーメントを削減し、工具のハンドリングをより簡単に、そしてより大径の加工を可能にします。
- 防振型工具820D(サイレントツール)として提供、突出し量が長くても生産性の高いボーリング加工が可能
特長
- 荒ボーリング加工用に最適化された材種によるコロボア111の4コーナ仕様標準チップ
- 幅広い標準品ラインナップのコロターン107およびT-Max Pチップ
- 軸方向および径方向の調整が可能なカートリッジで、工具在庫費用を削減
- 高張力アルミ合金製で、組付け重量の軽量化を実現
- ハードコーティングで表面保護し、すべての組付け部品間のインターフェースが頑丈であるため、最高の剛性と信頼性を発揮
- 内部給油
用途
- あらゆる被削材に対応する専用ブレーカとチップ材種
- 大径部品(ケーシング、ハウジング、ギアボックス、フレームなど)
- 丸チップキャリアは、石油・ガス産業用途のインコネル625溶接などのクラッド鋼被削材加工向けの生産性が高いソリューションです。
| ステップボーリング | シングルエッジボーリング |
貫通穴 |
断続加工 |
止まり穴 |
ISO適用領域







推奨事項
- 荒ボーリング加工用に最適化されたコロボア111を推奨カウンターボアの加工の場合、切込み角 (KAPR) 90° 。重切削および不安定な加工条件に最適なチップ 。推奨切込み 15 mm (0.590 inch)クラッドインコネル鋼などの複合材加工の場合、切込み角 (KAPR) 84°
- 一般的な加工用途では、チップブレーカおよび材種の品揃えが豊富なコロターン107を推奨
- 刃先強度と高い加工安定性を必要とする場合は、T-Max Pを推奨
- 少ないびびりで切込みを大きくするには、ステップボーリング加工も推奨

切削条件
荒ボーリング加工の一般推奨事項:
- 初回試行値:突出し量が短い場合:vc 200 m/min( チップボックスに記載のvc がvc 200 m/min よりも大きい場合に有効)。チップボックスに記載された推奨送りと推奨切込みを確認してください
- vc = ラベルにある推奨値の50% びびりが発生した場合は、切削速度を下げ、送りを上げてください。推奨最大送りと切込み ap を同時に使用しないでください。
切削条件:コロボア111
| 型番 | 材種 | fn送り範囲 () | ap切込み () | vc切削速度 () | ||||||
| 最小値 | 最大値 | 推奨値 | 最小値 | 最大値 | 推奨値 | 最小値 | 最大値 | 推奨値 | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
締付けトルク
チップスクリュー
| ISO | ANSI | 非ISO | 型番 | サイズ | トルクスプラス | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 |
取扱製品
 |  |  |  |
| 150-300 | 148–300 mm | 298-540 | 538-1260 |
| IT9 | IT9 | IT9 | IT9 |
コロボア111荒ボーリング用チップ、コロボアXL用
| チップタイプ/サイズ | 切込み角 | チップサイズ (IC) | チップブレーカ | 材種 |
| SPMT 06 06 - Bx SPMT 09 08 - Bx SPMT 12 12 - Bx | 84° | 6, 8, 12 | BR,BM | P 4325 M 2025 K 3210 S 1145 |
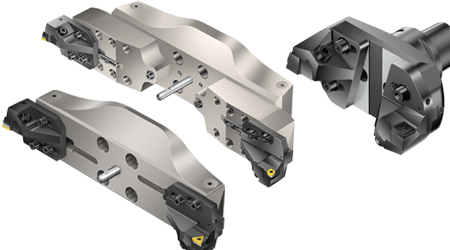
部品:
 |  |  | |||
| 1. カートリッジ 2. スライド 3. アダプタ | 1. カートリッジ 2. スライド 3. ブリッジ | 1. カートリッジ 2. スライド 3. ブリッジエクステンション 4 ブリッジ |
チップ材種とブレーカ
| GC4235 | GC4225 | GC4215 |
| GC2035 | GC2025 | GC2015 |
| GC4215 | GC3215 | GC3210/GC3205* |
| GC1115 | H10 | GC1810 |
| GC1115/H13A | GC1105 | GC1105 |
*GC3210: ダクタイル鋳鉄用、GC3205: ねずみ鋳鉄用
推奨切削条件については、総合カタログをご参照ください。
ツールホールディング
径148-300 mm (5.827-11.811 inch) に対応するコロボアXLは、コロマントキャプト後端カップリングと一体化されたアダプタを装備しています。径 298-1260 mm (11.732-49.606 inch) に対応するコロボアXLホルダは、ユニークな工具側インターフェースによって大径ボーリング加工を最適化するために開発されました。ホルダには、安定性を確保して軸方向の力に対応するための広いサポート領域があり、高いトルクに対応するための大きなフラットドライビングキーを備えています。
内部給油は、センタースルーとフランジスルーの両方に対応しています。ドライビングキーとブリッジは、90°位置変更可能です。
ボーリング加工用のアダプターを選択する場合は、曲げ剛性とトルクが最も重要な項目です。最高の安定性と加工精度のために、コロマントキャプトもしくはコロマントEHシステムを使用してください。
コロマントキャプトは、すべての穴あけ加工法を含むあらゆる金属加工向けに設計された唯一のモジュラーツーリングシステムです。同じ工具とアダプタを、異なる加工用途や機械で使用可能です。これにより、工場全体のツーリングシステムを標準化することができます。次の点に注意してください。
- できるだけ短いアダプタを選択
- できるだけ太いアダプタを選択
- リダクションが必要な場合、テーパタイプを選択
- 長い突出し量(4 x DCON以上)の場合、防振型アダプタを使用
- 突出し量が長い場合、2面拘束タイプを使用
コロマントEHシステムは柔軟性の高いツーリングを実現 – ヘッド、アダプタ、シャンクの豊富な種類からの選定が可能。
- 工具標準化による工具在庫の削減により、工作機械のダウンタイムを短縮
- 大型マシニングセンタなどで長いリーチを必要とするボーリング加工の場合、加工径 1–36 mm (0.039–1.42 inch) 。深いポケット加工は、コロマントEHシステムにより加工安定性を制限することなく必要なリーチが得られる、典型的な加工用途。
ボーリング加工用アダプタ/チャックの選定
| コロマントキャプト | コロチャック930 | 焼きばめ アダプタ | コレットチャック アダプタ | |
| トルク伝達 | +++ | +++ | +++ | +++ |
| 振れ | +++ | +++ | +++ | +++ |
| バランス | +++ | +++ | +++ | +++ |
| コロマントキャプト | 1 | |||
| コロマントキャプト | 1 | |||
| コロマントキャプト | 1 | |||
| 1 | 2 | 3 | ||
| 円筒シャンク | 1 | |||
| EH | 1 | |||
| コロマントキャプト | ||||
| コロマントキャプト | 1 | |||
| EH | 1 | |||
| 1 | = 第一推奨 | |||
| 2 | 3 | = 補助選定 | ||
コロマントキャプトシステム - 第一推奨
| 第一推奨は常にコロマントキャプトカップリングで構成された工具となり、優れた繰り返し精度と最適な剛性を発揮します。 |  |  |  |
| コロボア820 | |||
 |  | ||
| コロマントキャプトベーシックホルダとアダプタ | コロボア825 | ||
 | |||
| デュオボア | |||
 | |||
| ファインボーリングヘッド | |||
 | |||
| コロボアXL | |||

コロチャック930 – 円筒シャンクのボーリングツールの第一推奨
| 高精度チャックのコロチャック930は、最新のフルクラムテクノロジーにより、高い振れ精度と最高のトルク伝達性を備えており、 また、市販されている中で最も優れた耐工具脱落性を有しています。 |  | |  |
| HDタイプ | コロボア825円筒シャンク | ||
 | |||
| スリムタイプ | |||
 | |||
| コロボア824 XS EH |
補助アダプタ
| 焼きばめアダプタは、近接性向上の目的に使用することができます。近接性が求められる場合は、防振機構を持つコロボア825も推奨します。 |  | | |
| 焼きばめアダプター | コロボア825円筒シャンク |
| コレットチャックは、コロボア825円筒シャンクと一緒に使用することができます。ただし、ハイドログリップと比べてクランプ力が小さく、振れが大きいため、最適なソリューションではありません。また、一つ一つバランス調整が行われていません。 |  | | |
| コレットチャックアダプタ | コロボア825円筒シャンク |
