
Sistema di portautensili QS™ Micro
Velocizzazione della lavorazione di piccoli componenti
Presentazione dell'assortimento
Testine di taglio
| Famiglia di prodotti | Misura dell'accoppiamento | Misura inserto | Esecuzione |
| CoroCut® XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Adattatori a stelo
| Famiglia di prodotti | Misura dell'accoppiamento | Altezza dello stelo | Larghezza dello stelo |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 poll. | 11–20 mm 6/16–12/16 poll. |
Codici prodotto
Adattatori a stelo

1. Nome della famiglia di prodotti
PORTAUTENSILI QSM – QS™ Micro
2. Misura dell'accoppiamento
12/16
3. Esecuzione
N/R/L
4. Dimensione stelo
Unità metriche: 1012/1212/1616/2020 (mm)
Unità in pollici: 06/08/10/12 (1/16")
Testine di taglio – CoroCut® XS, CoroThread® 266 e CoroTurn® 107

1. Nome della famiglia di prodotti
PORTAUTENSILI QSM – QS™ Micro
2. Misura dell'accoppiamento
12/16
3. Esecuzione
Vedere la legenda dei codici della famiglia di prodotti
4. Dimensione stelo
Vedere la legenda dei codici della famiglia di prodotti
Testine di taglio – CoroCut® 2

1. Area prodotto
2. Famiglia di prodotti
3. Applicazioni prodotto (TPC)
4. Tipo di accoppiamento macchina
5. Misura dell'accoppiamento macchina
6. Esecuzione utensile
7. Specifiche famiglia di prodotti
Modo di impiego
- L'adattatore dello stelo è idoneo sia agli utensili destri che a quelli sinistri. Può essere ruotato soltanto di 180 gradi
- Quando viene montata una testina per tornitura su un adattatore, la vite di arresto viene serrata con un momento torcente di 4 Nm (2,95 lb/piede). Controllare regolarmente che la vite non sia usurata; in tal caso, sostituirla. La vite è disponibile per essere acquistata separatamente
- Quando il setup utensile viene montato su una macchina, accertarsi di controllare la posizione del tagliente nelle dimensioni radiale, assiale e in altezza. I valori HF/LF/WF possono differire a seconda della testina per tornitura e del gruppo dell'adattatore dello stelo
- Il refrigerante può essere collegato sul retro e sul lato dell'adattatore dello stelo con un attacco filettato M6.

Assortimento
| Codice di ordinazione | Montaggio lato macchina |
| QS-HP80-M6-NPT18-1 | NPT 1/8 di pollice |
| QS-HP80-M6-G18-1 | G 1/8 di pollice (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 di pollice (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1.5 |
| QS-HP80-PTFE | Tubo di ricambio |
| QS-HP100-M6-AN4-A | Adattatore per refrigerante |
Assortimento - Utensili speciali in stock
| Codice di ordinazione | Montaggio lato macchina |
| QS-HP250-M6-NPT18-S | NPT 1/8 di pollice |
| QS-HP250-M6-G18-S | G 1/8 di pollice (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 di pollice (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1.5 |
Nota: L'assortimento di prodotti speciali in stock QS™ Micro non è disponibile per l'acquisto online. Per effettuare un ordine, contattare il proprio tecnico di vendita Sandvik Coromant di zona
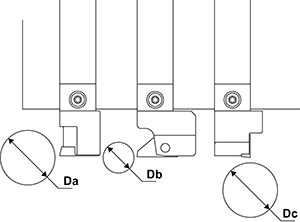
Diametro barra massimo nella lavorazione lungo l'asse Y
A seconda della posizione dell'utensile QS™ Micro dell'asse Y e degli utensili vicini, è necessario considerare il diametro massimo della barra del pezzo.
Quando l'utensile dell'asse Y ha la stessa sporgenza dei normali utensili vicini, occorre tenere presente quanto segue:
- Il diametro barra massimo (db) non può superare la distanza tra due punti di taglio (A) -2 mm (-0,079 poll.) (1 mm (0,039 poll) di distanza di sicurezza per ciascun lato)
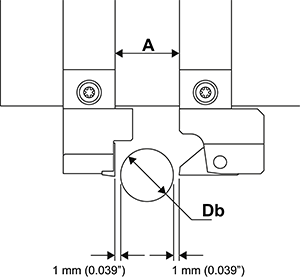
- Il diametro barra massimo (db) diminuisce notevolmente se anche l'utensile vicino è un utensile dell'asse Y. Pertanto, non consigliamo di avere un utensile dell'asse Y nello slot vicino
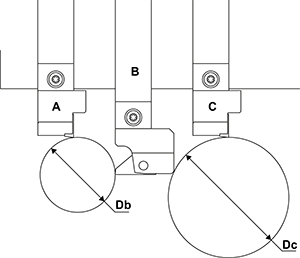
Quando l'utensile dell'asse Y (B) presenta una sporgenza più lunga dei normali utensili vicini, il diametro barra massimo (db) deve essere calcolato secondo la posizione reale degli utensili e il design della piastra per utensili multipli nella macchina.
Inoltre, occorre tenere presente due fattori:
- Valore Db in relazione all'utensile A e all'utensile dell'asse Y
- Valore DC in relazione al retro dell'utensile dell'asse Y e dell'utensile C
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020