
CoroMill® MH20
Fresatura di tasche ad avanzamenti elevati
Test sulle prestazioni, ISO S
| Componente: | Supporto ala per l'industria aerospaziale |
| Materiale: | S4.3.Z.AN (Ti6Al4V) |
| Operazione: | Esecuzione di tasche |
| Macchina: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
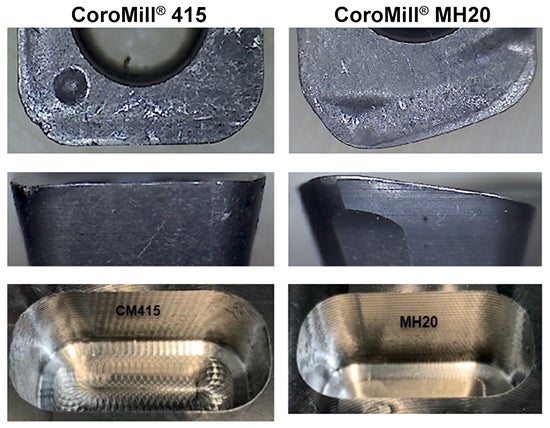
+32% durata utensile
| CoroMill® 415 | CoroMill® MH20 | |
| Utensile | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| Inserto | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| Sporgenza utensile, mm (poll.) | 40 (1.575) | 40 (1.575) |
| vc, m/min (piedi/min) | 69 (226) | 69 (226) |
| n, giri/min | 1000 | 1000 |
| fz, mm/z (poll./z) | 0.51 (0.020) | 0.51 (0.020) |
| vf, mm/min (poll./min) | 1530 (60.2) | 1016 (40.0) |
| ap, mm (poll.) | 0.8 (0.031) | 0.8 (0.031) |
| ae, mm (poll.) | 16 (0.630) | 15.8 (0.622) |
| Durata utensile, min | 49 | 64.5 |
Risultato:
Grazie a CoroMill® MH20, il cliente ha potuto migliorare la durata utensile del 32% e raggiungere una qualità di finitura superficiale ancora superiore per i componenti. L'angolo d'inserto di CoroMill® MH20 ha mostrato una migliore sicurezza sulla linea del tagliente e una minore tendenza alle vibrazioni.
Test sulle prestazioni, ISO M
| Componente: | Componenti di macchine per l'industria alimentare |
| Materiale: | M1.0.Z.AQ (AISI 304) |
| Operazione: | Fresatura laterale e spianatura |
| Macchina: | DMG MORI NT4250, Coromant Capto® C6 |
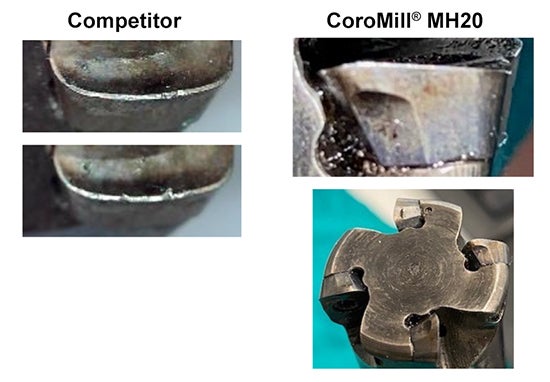
Prestazioni sicure e affidabili
| Concorrenza | Sandvik Coromant | |
| Utensile | DCX: 25 mm (1 poll.), zn: 4 | MH20-025A25-06H, zn: 4 |
| Inserto | - | MH20-06 03 20E-L30 1040 |
| Sporgenza utensile, mm (poll.) | Mandrino + 70 (2,76)=160 (6,30) | Mandrino + 90 (3,54)=180 (7,09) |
| vc, m/min (piedi/min) | 120 (394) | 120 (394) |
| n, giri/min | 1530 | 1530 |
| fz, mm/z (poll./z) | 0.85 (0.033) | 0.85 (0.033) |
| vf, mm/min (poll./min) | 5200 (205) | 5200 (205) |
| ap, mm (poll.) | 0.75 (0.030) | 0.75 (0.030) |
| ae, mm (poll.) | 20 (0.787) | 20 (0.787) |
| Durata utensile, min | 3 componenti / 49.5 min | 3 componenti / 49.5 min |
Risultato:
Dopo aver lavorato tre componenti, l'inserto della concorrenza ha mostrato netti segni di usura ad intaglio e micro-scheggiatura. L'inserto CoroMill® MH20 si è rivelato meno soggetto a usura, dimostrando l'affidabilità del tagliente oltre alla sicurezza e alla qualità della relativa linea.
Test sulle prestazioni, ISO P
| Componente: | Asse |
| Materiale: | P2.1.Z.AN (30CrMnSiNi2A), non temprato |
| Operazione: | Esecuzione di cave profonde e troncatura |
| Macchina: | Haitian HISION GLU16 VMC, BT50 |
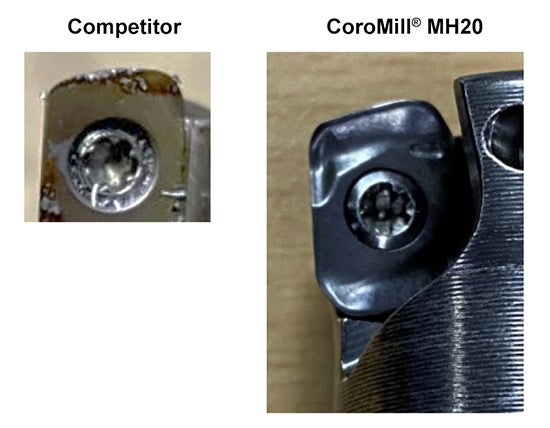
+11% Produttività
| Concorrenza | Sandvik Coromant | |
| Utensile | DCX: 25 mm (1 poll.), zn: 3 | MH20-R025A25-08M, zn: 3 |
| Inserto | - | MH20-08 04 25M-M50 4340 |
| Sporgenza utensile, mm (poll.) | Mandrino + 122 (4,80) | Mandrino + 110 (4,33) |
| vc, m/min (piedi/min) | 142 (466) | 142 (466) |
| n, giri/min | 1800 | 1800 |
| fz, mm (poll.) | 0.426 (0.017) | 0.481 (0.019) |
| vf, mm/min (poll./min) | 2300 (90.6) | 2600 (102) |
| ap, mm (poll.) | 0.5 (0.020) | 0.5 (0.020) |
| ae, mm (poll.) | 25 (0.984) | 25 (0.984) |
| Durata utensile, min | 1 componente / 348 min | 1 componente / 308 min |
Risultato:
CoroMill® MH20 è stato in grado di aumentare la produttività dell'11% rivelandosi meno soggetto a usura rispetto alla concorrenza, dimostrando la sicurezza e l'affidabilità delle sue prestazioni.
Test sulle prestazioni, Inconel
| Segmento industriale: | Industria aerospaziale |
| Componente: | Componente dimostrativo |
| Materiale: | S2.0.Z.AG (Inconel 718 invecchiato HRC 44) |
| Operazione: | Spianatura per sgrossatura |
| Macchina: | DMG MORI, Coromant Capto® C10, setup VMC 5 assi |
| Refrigerante: | Interno (emulsione) |
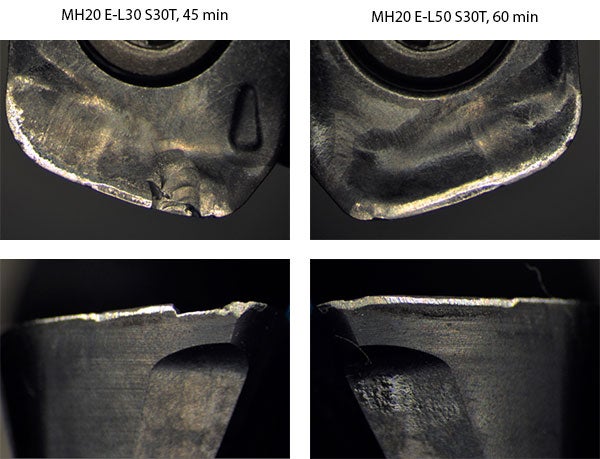
+33% durata utensile
Percorso utensile generato in Siemens NX - fresatura adattativa.
| Porta | utensile: CoroChuck® 930-HD Utensile: MH20-R016A16-06L Inserto: MH20-060320E-L50/L30 TS S30T |
| vc, m/min | 30 |
| fz, mm | 0,4 |
| hex, mm | 0,1 |
| vf, mm/min | 478 |
| ae, mm | 7 |
| ap, mm | 0,6 |
| Sporgenza utensile, mm | 48 (3×DC) |
| Tempo di lavorazione, min | 60 (E-L50), 45 (E-L30) |
| MRR (Q), cm3/min | 1,92 |
Risultato:
Rispetto a E-L30, la geometria E-L50 presenta una maggiore sicurezza della linea del tagliente nella lavorazione in applicazioni Inconel 718 e deve essere pertanto la scelta prioritaria.
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020