

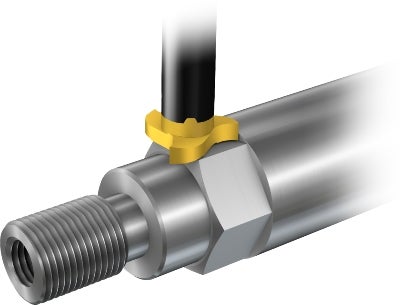
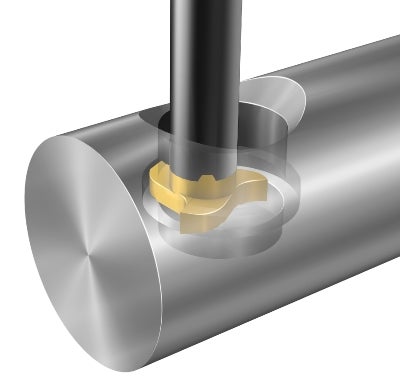
Una fresa versatile che può essere utilizzata per diversi tipi di scanalature, filetti e smussi, oltre che per la lavorazione di componenti eccentrici, quali scatole ingranaggi ed assiemi di grande volume, soprattutto su centri di lavoro e unità rotanti sui torni.
Vantaggi
- Basse forze di taglio
- Taglienti affilati per scanalature di alta qualità senza bave
- Taglienti multipli, per una lavorazione economica e ad alta produttività
- Ampia gamma con lunghezze e diametri degli steli diversi
- Ampia gamma di inserti adatta, ad esempio, a sedi di anelli elastici, O-ring, scanalature, filetti, ecc.
Caratteristiche
- Stelo Weldon in acciaio e metallo duro di diverse lunghezze
- Steli in metallo duro integrale e acciaio, di diverse lunghezze, per setup stabili e produttività elevata
- Geometrie ed una sola qualità d’inserto per tutti i materiali, tranne ISO H
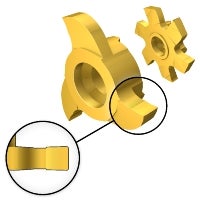
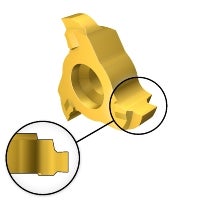
- Bloccaggio sicuro dell’inserto
- Adduzione interna di refrigerante
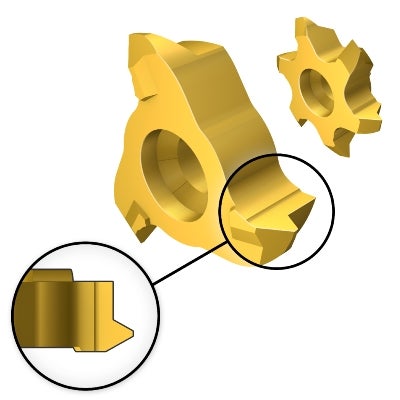
- Inserti con tre o sei denti
- Inserto affilato rettificato di precisione
- Possibilità di ottenere passi del filetto diversi con un solo utensile
Applicazione
- Passo 1-4.5 mm (24-5 filetti per poll.)
- Profilo a V 60° (parziale)
- Metrico 60° (profilo completo)
- Whitworth 55° (profilo completo)
- UN 60°
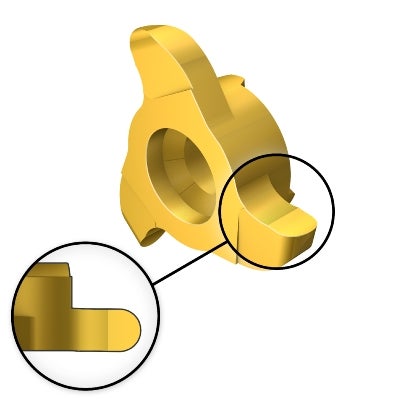
- Scanalatura di sedi di anelli elastici
- Fresatura di filetti
- Scanalatura
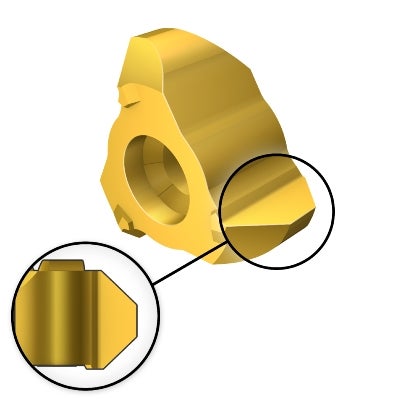
- Smussatura, sia anteriore che posteriore
Campi di applicazione ISO





Gamma di prodotti
| Scanalatura generale e di sedi di anelli elastici | Scanalature di sedi anelli elastici con smusso | Scanalatura con inserti a raggio completo | Smussatura | Filettatura |
 |  |  |  |  |
Per gli altri profili disponibili come offerta speciale, contattare lo specialista Sandvik Coromant di riferimento.
Raccomandazioni
Per ottenere le migliori prestazioni, procedere come segue:
- Pulire la sede inserto prima dell’uso
- Precaricare la sede inserto
- Applicare il corretto momento torcente di montaggio dell’inserto
Quando si programma l’avanzamento del centro dell’utensile, l’avanzamento periferico può essere eccessivamente alto. Per assicurare un corretto avanzamento, programmare compensando il raggio.
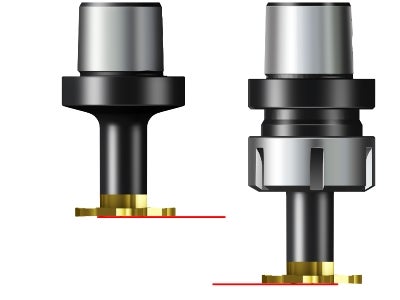
CoroMill 327 è utilizzata con steli in acciaio o in metallo duro integrale, disponibili in quattro diametri e con sporgenze da 74 a 160 mm (3.150-6.299 poll.).
- Steli in acciaio per operazioni di lavorazione generale, quando le condizioni di fresatura sono buone
- Steli in metallo duro integrale, meno soggetti alla flessione, per lavorare con sporgenze più lunghe ed in condizioni difficili riducendo al minimo le vibrazioni
Disponibilità di pinze corte ed ER integrate Coromant Capto® per le unità rotanti sui torni. Le pinze ER integrate di misura ER11-ER16 possono essere utilizzate anche nelle macchine a fantina mobile.
L'uso di un adattatore con interfaccia Coromant EH dietro consente di utilizzare CoroMill® 327 in svariati assiemi utensile per tutta una serie di caratteristiche geometriche e sfide di lavorazione. Questi adattatori possono essere utilizzati insieme agli steli cilindrici Coromant EH e CoroChuck® 930.

CoroMill® 328
Una fresa versatile che può essere utilizzata per diversi tipi di scanalature, filetti... keyboard_arrow_right
CoroMill® 345
CoroMill 345 è una fresa per spianatura che consente di risparmiare sui costi e... keyboard_arrow_right
CoroMill 216F
La fresa per finitura CoroMill a testa sferica è utilizzata per la fresatura di... keyboard_arrow_right
CoroMill 172
La fresa a disco CoroMill 172 offre una soluzione versatile e veloce per la fresatura... keyboard_arrow_right
