
CoroCut® QI
Belső beszúráshoz és homlokbeszúráshoz optimalizált kis átmérőknél
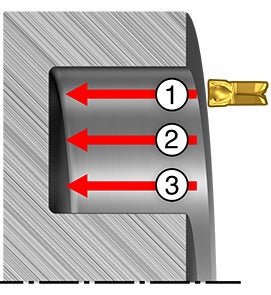
Hogyan válasszuk a homlokbeszúró szerszámot?
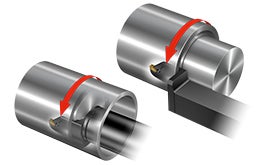
A vagy B ív
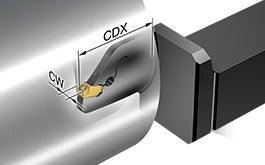
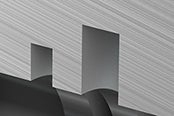
Lapkaszélesség (CW)
A horony kialakításához használja a lehető legszélesebb lapkát és szerszámot. A szélesebb szerszámtartók nagyobb merevséggel rendelkeznek, így nagyobb stabilitást biztosítanak.

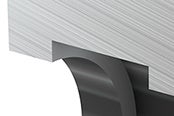
Maximális fogásmélység (CDX)
A maximális stabilitás érdekében mindig használja a lehető legrövidebb fogásmélységű szerszámot (CDX).

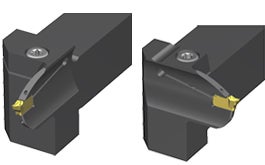
Az első fogásvétel átmérőtartománya (DAXIN és DAXX)
Használja az adott horonyhoz alkalmazható lehető legnagyobb átmérő megmunkálásához alkalmas szerszámtestet. A nagyobb átmérőjű szerszám kevésbé ívelt, ezért merevebb és stabilabb. Emellett jobb forgácskezelést is eredményez.

Alkalmazási tippek
Belső beszúrási módszerek
Az alkalmazástól függően a belső beszúráshoz néhány eltérő stratégia közül kell választani.
Tudjon meg többet arról, hogyan kell alkalmazni a nem lineáris szerszámúttal történő nagyolást, a radiális előtolással történő nagyolást, a palástesztergálással végzett nagyolást és a simítást, egyéb fontos szempontok mellett.
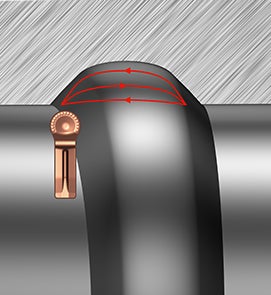
Homlokbeszúrási módszerek
Az alkalmazástól függően a homlokbeszúráshoz néhány eltérő stratégia közül kell választani.
Ismerje meg, hogyan kell elvégezni a nagyolást axiális előtolással, a nagyolást palástesztergálással és a simítást – egyéb fontos szempontokkal együtt.
Kinyúlás
A rezgések elkerüléséhez a legkisebb kinyúlást kell választani a lehető leglágyabban forgácsoló geometriával
Ajánlások
Geometriák

| 
| 
| |
| -GF | -TF | -RM | |
| Alkalmazási terület: |
|
|
|
| Jellemzők: |
|
|
|
Minőségek
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Anyagok: | ISO S, M és N | ISO P, M, K és S | ISO P és M | ISO P, M és S | ISO N és S |
| Jellemzők: |
|
|
|
|
|
| Geometriák: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Elsősorban ajánlott minőségek és geometriák
 |
|
 |

|
|
| Belső horony | Belső széles horony | Homlokhorony | Profilmegmunkálás, belső/homlok | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
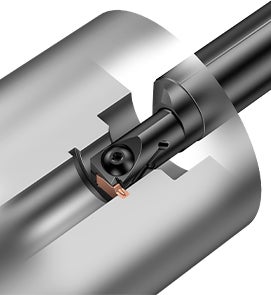
EasyFix™
Mindig CoroCut® QI késeket használjon EasyFix™ patronokkal. A perselyekbe szerelt rugós csapok a furatkés egy hornyába pattinthatók be, és garantálják a helyes középmagasságot minden szerszám-összeállításnál. A fémes tömítés jó teljesítményt nyújt max. 150 bar hűtőközegnyomáshoz.

Kód
QS™ szárak
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
CoroTurn® SL fej
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Kiesztergálókés
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Gyorscserés rendszer az
SL szárakhoz: CoroTurn® SL forgácsolófejek - Termékcsalád
- R: Jobb oldali szerszám
L: Bal oldali szerszám - F/G: 0º-os/90º-os tartóstílus (szárak)
AF/AG: Homlok-/belső beszúrási kiesztergálókés
- Lapkafészek mérete, E/F/G/H/J/K
- Fogásmélység (CDX)
- C: Átmenő hűtőközeg
- Szár/csatlakozó mérete
- Homlok: DAXIN, az első fogásvétel minimális átmérője
Belső: Dmin1, a furat minimális átmérője - Homlok: A/B ívtípus
Lapkák
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Termékcsalád
- A forgácsolóél szöge
N = semleges lapkák - Lapkafészek mérete
E: 1,85–2,39 mm
F: 2,46–2,79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Lapkaszélesség (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - A lapka elülső szöge
00: Nincs szög, 0° - Lapka sarokrádiusza
02: 0,2 mm
03: 0,3 mm
04 0,4 mm
- Lapkageometria
TF: Beszúráshoz és palástesztergáláshoz
GF: Beszúráshoz köszörült
RM: Profilmegmunkáláshoz
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649