
CoroMill 345
Első számú választás kiemelkedően termelékeny homlokmarás esetén

Megmunkálás Wiper-lapkákkal

Belső hűtőközeg-hozzávezetés
Rozsdamentes acél megmunkálásakor használjon belső hűtőközeg-hozzávezetést a lehető legjobb felületminőség érdekében. Használjon hűtőfolyadék-csavart a belső hűtőfolyadék-hozzávezetéshez.
Alátétlapkás rögzítés
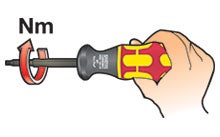
Nyomatékérték
Lapkacsavar: 3,0 Nm (26,5 col-font)
Alátétcsavar: 6,0 Nm (53 col-font)
Alkalmazási tippek
Simítás Wiper-lapkákkal
Kiváló felületi minőség érhető el standard lapkák egy vagy kettő Wiper-lapkával történő kombinációjával. A Wiper-lapkák nagy fordulatonkénti előtolással (fn) működnek a legjobban a nagyobb átmérőjű marókban, extra szűk fogosztás és beállítási feltételek esetén.

A megfelelő fogosztás kiválasztása
Mindig fontos a megfelelő tulajdonságokkal rendelkező alkalmas fogosztás kiválasztása az adott művelethez.
• ISO P-anyagok megmunkálása esetén használjon L vagy M fogosztású marószerszámokat nagy fz értékkel a termelékenység fenntartása és a költségek csökkentése érdekében.
• Az egyenletes H és HX fogosztások simább hanggal dolgoznak, mint a differenciál marók.
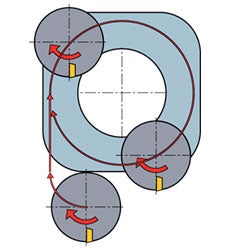
A marószerszám fogásban tartása
A marószerszámnak a munkadarab befogásához és a marószerszám fogainak az érintkezéséhez viszonyított helyzete létfontosságú tényezők a sikeres művelet érdekében.
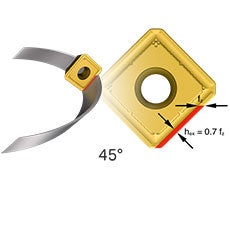
Maximális forgácsvastagság
A maximális termelékenység érdekében használja a hex értéket az fz számításokhoz.
A forgácsolási paraméterek kiszámítása a megfelelő hex értékkel jó forgácsolási műveletet eredményez jobb felületi minőséggel és éltartammal
Ajánlások
●
Kedvezőtlen feltételek

L
Korlátozott stabilitás és teljesítmény
Nagy kinyúlás
◐
Átlagos feltételek

M
Általános célú
○
Jó feltételek

H
Jó stabilitás és teljesítmény
Hosszú forgácsú anyagok
☆
Kiváló feltételek

HX
Kiváló stabilitás és teljesítmény
Rövid forgácsú anyagok
Elsősorban ajánlott lapka
| Nagyolás | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Közepes | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Simítás | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Forgácsolási adatok
| Geometria | ISO | CoroMill® 345 | |||||
| fz (fogankénti előtolás), mm (col) | fz (hex), mm (col) | ||||||
| Min | Indítás | Max | Min | Indítás | Max | ||
| 345R-1305X-KL | ISO K | 0,07 (0,003) | 0,16 (0,006) | 0,22 (0,009) | 0,05 (0,002) | 0,11 (0,004) | 0,16 (0,006) |
| 345R-1305X-KM | ISO K | 0,16 (0,006) | 0,30 (0,012) | 0,40 (0,016) | 0,11 (0,004) | 0,21 (0,008) | 0,28 (0,011) |
| 345R-1305X-KH | ISO K | 0,25 (0,010) | 0,35 (0,014) | 0,55 (0,022) | 0,18 (0,007) | 0,25 (0,010) | 0,39 (0,015) |
| 345R-13T5X-ML | ISO M/S | 0,07 (0,003) | 0,11 (0,004) | 0,20 (0,008) | 0,05 (0,002) | 0,08 (0,003) | 0,14 (0,006) |
| 345R-13T5X-MM | ISO M/S | 0,15 (0,006) | 0,20 (0,008) | 0,45 (0,018) | 0,11 (0,004) | 0,14 (0,006) | 0,32 (0,013) |
| 345R-1305X-PL | ISO-P/H | 0,07 (0,003) | 0,17 (0,007) | 0,21 (0,008) | 0,05 (0,002) | 0,12 (0,005) | 0,15 (0,006) |
| 345R-1305X-PM | ISO-P/H | 0,15 (0,006) | 0,25 (0,010) | 0,40 (0,016) | 0,11 (0,004) | 0,18 (0,007) | 0,28 (0,011) |
| 345R-1305X-PH | ISO-P/H | 0,25 (0,010) | 0,40 (0,016) | 0,55 (0,022) | 0,18 (0,007) | 0,28 (0,011) | 0,39 (0,015) |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649